从原理到应用:全面解析狭缝式涂布模具
2025.04.29涂布工艺被广泛应用在许多领域制程,因为使用场景与需求不同,衍生出相当多元且复杂的相关技术、设备以及制程等,而到底何谓「涂布」?现代被广泛应用的精密涂布又是甚么?涂布工艺又被应用在哪些领域上?又有哪几种涂布方式与设备?接下来让我们逐步探索关于涂布的多重样貌吧!
何谓涂布?那些领域会用到涂布?
涂布制程简单来说就是把液态材料透过硬设备,将其均匀涂覆在基材表面上的一种制程技术,最主要的功用在于提升产品的功能化需求。比如锂电池的电极涂布制程,就需要厚度均匀以及能量密度高的涂层,让锂电池在使用上更加稳定安全;而在光学制品常因为产品的使用或制程需求,需要如高透明、抗反射或抗静电等的功能薄膜,许多人在3C产品贴附的抗刮屏幕膜,就是一种基本的涂布制程应用,还有像在半导体以及医疗产业上,需要透过涂布制程形成感应功能等,都是涂布技术的应用。
 涂布工艺对许多产业来说都是重要的制程。
涂布工艺对许多产业来说都是重要的制程。
随着科技加速演进,以及市场对产品卓越性能的不断追求,涂布工艺也经历了显著的转型。涂布工艺随着市场对产品需求偏向高性能、小型与轻量化的发展,「精密涂布」工艺应运而生,涂层更薄(从微米到奈米)、厚度更均匀(厚度误差小于正负2%)以及产能提升(大面积或高生产速度),传统涂布方式 (刮刀、浸泡转印等) 的涂层厚度公差大且不均、容易导致涂料过多或回流造成的浪费等,这些实务使用的极限也使传统涂布只能因应要求较低的包装膜或防护层,对于高精度需求的光学应用等,都是采用可精准控制涂布均匀度以及涂层厚度的精密行涂布,包含狭缝式模具涂布、微凹涂布、逗号轮涂布与喷涂等。
 狭缝式模具涂布、微凹涂布与逗号轮涂布都是精密涂布的方式。
狭缝式模具涂布、微凹涂布与逗号轮涂布都是精密涂布的方式。
狭缝式涂布模具的优势
在精密涂布中,狭缝式模具涂布具有下列五大优势,因此即使初期设置成本较其他设备高,但以长期投资效益来看,狭缝式模具绝对是精密涂布中最重要的关键。
1. 精确控制流量以及涂层均匀度 (膜厚误差<±2%,甚至可达1%)。
2. 可适用的液体黏度范围广泛(10-10000 cp)。
3. 配合涂布产线生产速度范围大(甚至高于100m/m
4. 封闭式供料,低浪费高清洁度。
5. 可做多层涂布,如电池正负极片涂布。
狭缝式模具涂布最常被应用于锂电池正负极片、光伏、偏光膜、抗反射、防眩膜、传感器薄膜、医疗用感应膜、半导体封装、车用防护膜(俗称犀牛皮)等。
延伸阅读:涂布制程大跃进~~软硬兼具的ITSM妙方
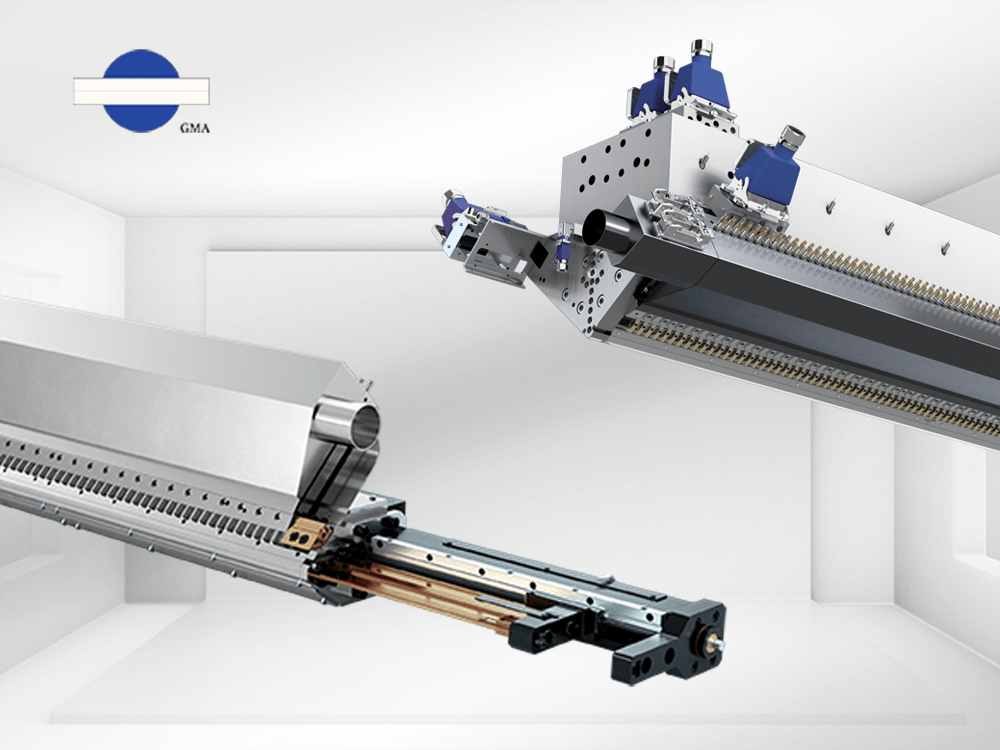
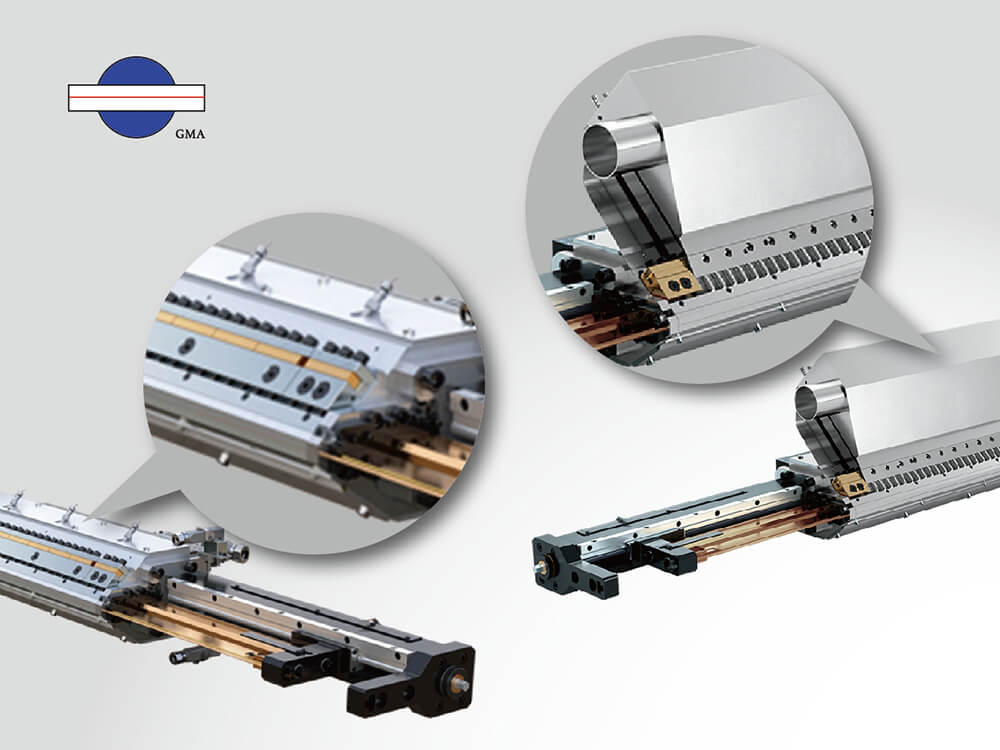
 狭缝式模具拥有独特优势,成为许多精密涂布制程关键零件。
狭缝式模具拥有独特优势,成为许多精密涂布制程关键零件。
微凹轮透过滚轮上网纹进行涂布,涂布厚度容易受网纹影响,适用于中低黏度(小于3000cp)涂布;逗号轮则是透过与基材间间隙来控制涂布厚度,接触面容易产生条纹或气泡,适合中黏度(500-5000cp),实务使用上为了因应更多元涂布制程,建议可使用多功能涂布座,能够针对生产需求选用狭缝式模具、微凹或是逗号轮。
 多功能涂布座结合二种或三种不同涂布方式,符合操作者多元需求。
多功能涂布座结合二种或三种不同涂布方式,符合操作者多元需求。
全面解析狭缝式模具
狭缝式模具如同押出模具,从设计到加工,每一道工序细节都不可轻忽,都是经验与工艺的完美结合展现,如何制造或选用一组精良的狭缝式模具,有以下几个重点指标:
模具材质选择:
狭缝式模具和押出模具相同,在选择模具制造材质都需要考虑到实际产线端应用环境以及加工,狭缝式模具处里各种涂胶液体,可能要承受化学腐蚀、高剪切力等,钢材必须稳定不受外在因素影响变形,还要尽量降低磨损延长使用寿命,具有高强度耐磨、耐腐蚀以及形变小的不锈钢 (SUS系列)成为制作狭缝式模具的首选,如果有特殊需求,还会特别在模具出口区采用碳化钨涂层来因应。
 有高强度耐磨、耐腐蚀以及形变小的不锈钢 (SUS系列)成为制作狭缝式模具的首选。
有高强度耐磨、耐腐蚀以及形变小的不锈钢 (SUS系列)成为制作狭缝式模具的首选。
模具设计:
流道:
如同押出模具的流道设计,会根据处理材料的物性做优化设计,透过仿真分析软件,根据胶料的黏度、密度、溶剂、干湿膜的厚度以及均匀度要求、涂布宽度、胶料粒子含量、供胶形式、基材种类等,加上膜腔内流道几何设计,模拟胶料在膜腔内的流动情形,确保进入膜腔内的物料能够均匀流动,在物料流出模唇口时能够形成厚度均一的涂层。通常低中黏度的狭缝式模具流道接近于T形,中高黏度则会趋近于衣架形。
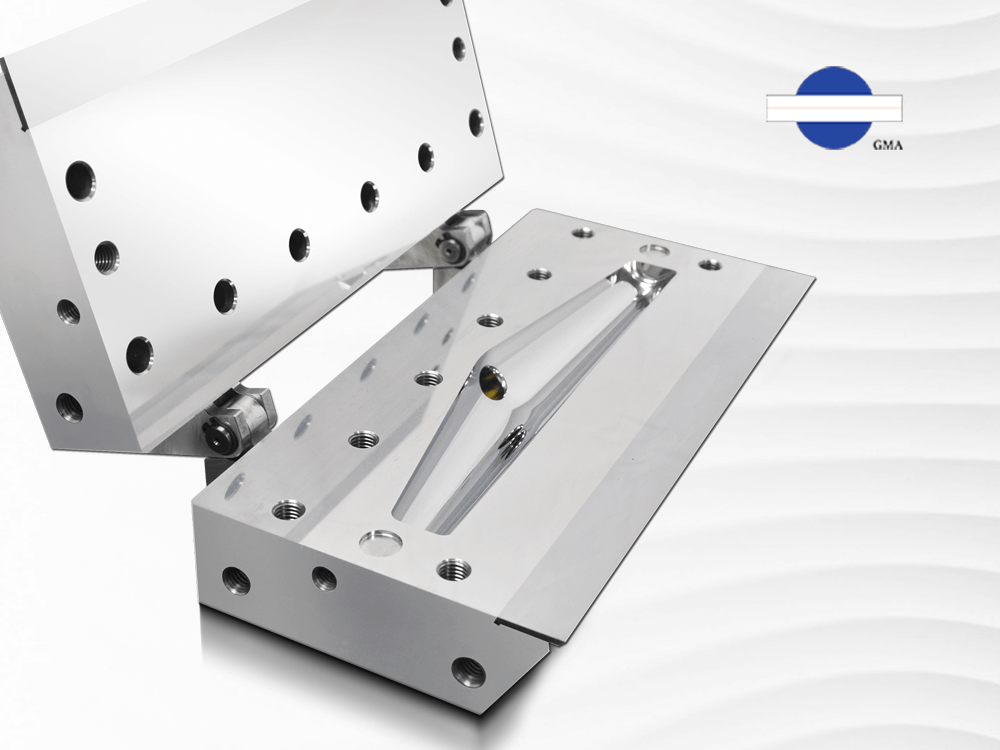
 狭缝式模具流道设计与液体黏度、密度等有关,同时还要考虑干湿膜的厚度等制程条件。
狭缝式模具流道设计与液体黏度、密度等有关,同时还要考虑干湿膜的厚度等制程条件。
模唇出口:
押出模具模唇出口间距多半透过螺丝来做调节,但狭缝式模具则不尽然,大致上可分为固定式和可调式两种。狭缝模具出口的可调式设计和押出模具相似,透过螺丝来调节模唇开口,透过此调节系统可以补偿模具在使用时受到压力、机械结构等外部因素造成的可能变形,来做局部的修正,提高成品厚度的均匀性,不过这类型的狭缝式模具制作成本高,清洁上更为繁琐,而且操作人员都要具有相当经验才能上手,因此多半的狭缝式模具都采用固定式出口。
 狭缝式模具可调出口设计和押出模具相似,都是透过螺丝来调整间隙。
狭缝式模具可调出口设计和押出模具相似,都是透过螺丝来调整间隙。
固定式出口在模具制作完成时就无法调整,所以加工精度相对重要。固定式结构少了螺栓容易卡住脏污以及需要仔细清洁的繁复,保养相对轻松,操作人员也容易上手,固定式出口设计的狭缝式模具使用垫片来进行涂布厚度与宽度的调节,依据生产需求,可以将不同厚度的垫片(通常为不锈钢材质)插入模腔内,就可以调节出口间隙,而可以改变所需要的涂布厚度。垫片的功能与调整螺栓相似,但使用起来较简单。
 固定式出口的狭缝式模具透过不同厚度的垫片(通常为不锈钢材质)插入模腔内,调节出口间隙。
固定式出口的狭缝式模具透过不同厚度的垫片(通常为不锈钢材质)插入模腔内,调节出口间隙。
使用垫片时,要确保表面清洁干净,无皱折,避免涂料残留,插入垫片后要固定好,确保垫片可均匀受力。
模唇形状:
和押出模具相同,标准的模唇形状为平直形,结构简单容易清洁保养,但狭缝式模具因应实际使用需求,还有凸缘唇口以及带有线棒唇口设计。所谓凸缘设计就是在模唇出口做一个延伸突出物,主要功能就是减少涂胶在模唇外侧溢出,在高速生产下可以保持涂布稳定。
线棒出口则是在模唇出口处加装一条不锈钢线或是金属棒,因为形状像线一样细,所以称为线棒。透过线棒可以去除掉过多的涂胶,让涂层维持均匀,特别是某些易于推积的涂胶,像是某些电子材料会使用高黏度或高表面张力的液体,线棒也可以增加前缘稳定性,防止条纹或气泡形成。
 狭缝式模具因应不同生产需求,设计不同的模唇形状。由左到右分别是平行式出口、凸缘出口以及线棒式出口。
狭缝式模具因应不同生产需求,设计不同的模唇形状。由左到右分别是平行式出口、凸缘出口以及线棒式出口。
模具加工:
精密CNC加工向来为制作模具的首要关键点,模具的流道与出口等都是透过不同的CNC加工技术达成,通常制作模具的CNC的加工尺寸公差都必须控制在±2μm~±5μm(特别精密型可达±1μm),出口间隙均匀度更是必须低于±2μm,平行度以及直线度则必须小于10μm/m,由于狭缝式模具多采用不锈钢材质,因此不像押出模具还需镀铬制程,但同样的必须透过镜面抛光技术让出口处的表面粗糙度达到Ra0.1um。
延伸阅读:打造押出模具质量的关键: 完善的精密加工技术与团队运作
 CNC加工为制作精密模具不可或缺的关键。
CNC加工为制作精密模具不可或缺的关键。
出口处的镜面抛光处理不管在制作押出模具或是狭缝式模具,都是非常高标准的精密制程,主要是出口处的表面粗糙度会影响液体的流动、剪切以及涂布厚度,越光滑(Ra值越小)就能让液体减少滞留、降低剪切,也可以避免涂布表面条纹、气泡或破膜的情况产生。
延伸阅读:一点都不粗糙的表面粗糙度
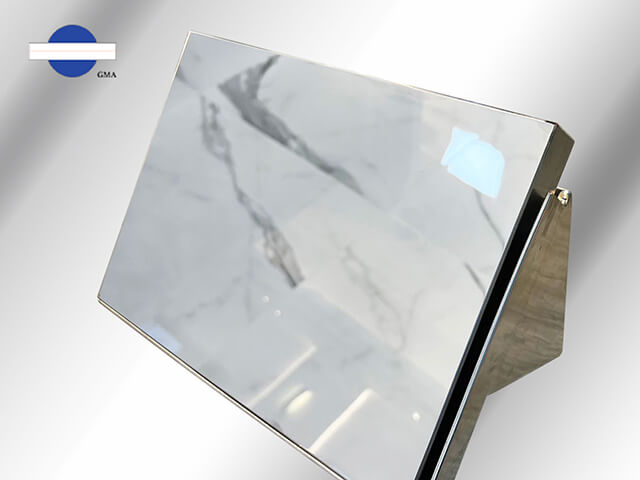
 精良的镜面抛光有助于涂布质量大幅提升。
精良的镜面抛光有助于涂布质量大幅提升。
高度精密涂布是生产各类高价值、高兴能与质量产品的必要选择,涂布技术不是单纯的物理覆盖,而是一个具有高精密度、高控制与稳定度的核心制程,甚至影响整条产线的效能,而狭缝式涂布模具更是各类涂布应用的首选,选用适当的狭缝式模具,就能让涂布质量更具竞争力。