共挤押出工艺的创新:直接式模具
2024.05.03共挤押出工艺无疑是塑料押出的主流趋势,大家都熟知共挤押出可以透过两种方式达成,一个就是利用分配器进行分层结合后,进入模具内延展成型,另一种则是透过直接式模具进行分层,分别在模具腔内各自延展,最终汇流到流道的成形段结合。两种截然不同的制程以及工艺,各自有其应用范围以及设计巧妙;通常直接式模具被应用于料性差异较多的材质,比如说:铝塑板(上下为金属材质,中间为PE板) 用于建筑壁板、隔间、天花板等,具有防水隔热隔音等特性;车饰板 (表面为PMMA,中间为PC) 必须具有耐刮性以及足够的韧性;食品包装膜、特殊保护膜、光学板或膜等,需要透过不同塑料的物性,扩展或强化产品的功能性, 在此就让我们解密直接式模具的关键要素吧!
延伸阅读: 不同塑料的复合还可以这样做?【特殊多流道模具】的6大优势ㄧ次告诉你!
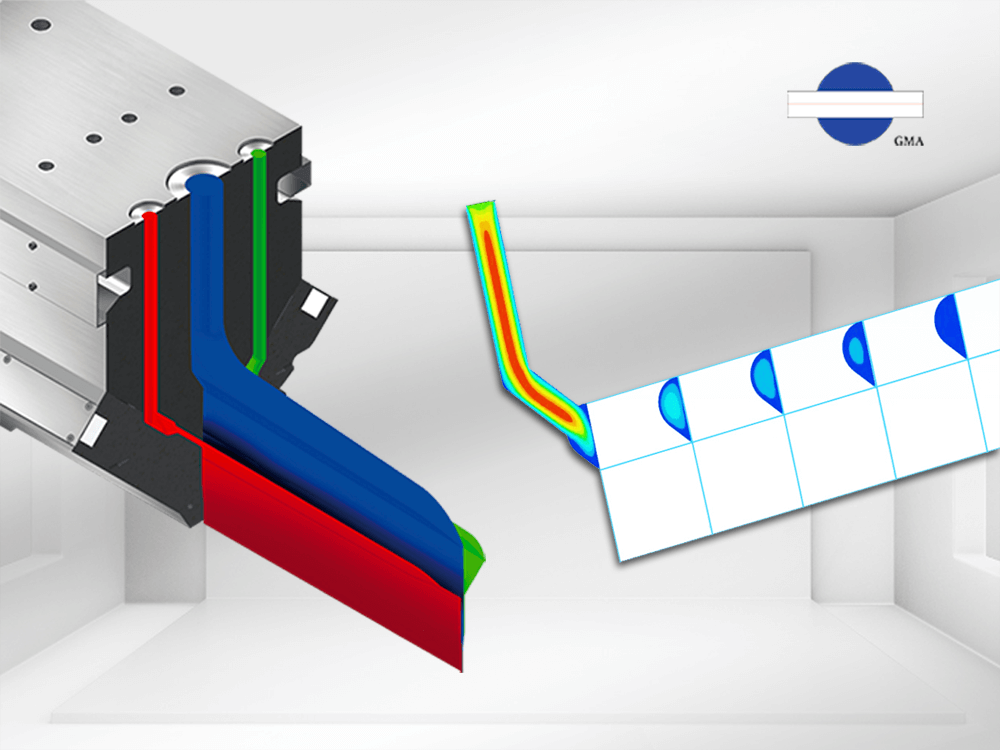
押出模具设计的挑战—直接式模具
一般的押出模具只有一个模腔,而直接式模具因着分层需求不同,会形成多个模腔的结构设计,简单来说,三层结构就等于有三个模腔,而每个模腔都会有一个匹配的流道,因此三个模腔就等于有三组流道,对于模具设计来说,相对于多流道可能造成影响的变量,单一流道的变量就比较简单控制,以多流道模具设计来说,有以下几点是影响模具表现得关键因素。
1. 每个模腔内的塑料流动性。
如前所述,直接式模具用于处理塑料物性差异较多的配方,所以每个模腔的设计都会因为塑料物性有所不同,但同时要考虑的是要如何能让每个模腔内的流动性不同的塑料在抵达成形段结合时,都能够成功的平均延展成厚度均一的平面,需要透过仿真软件、设计以及加工三方面完美配合。
针对某些特殊塑料,还会配置各个模腔独立的调节阀,协助操作者能适当的控制流量。

每个模腔的设计都会因为塑料物性有所不同
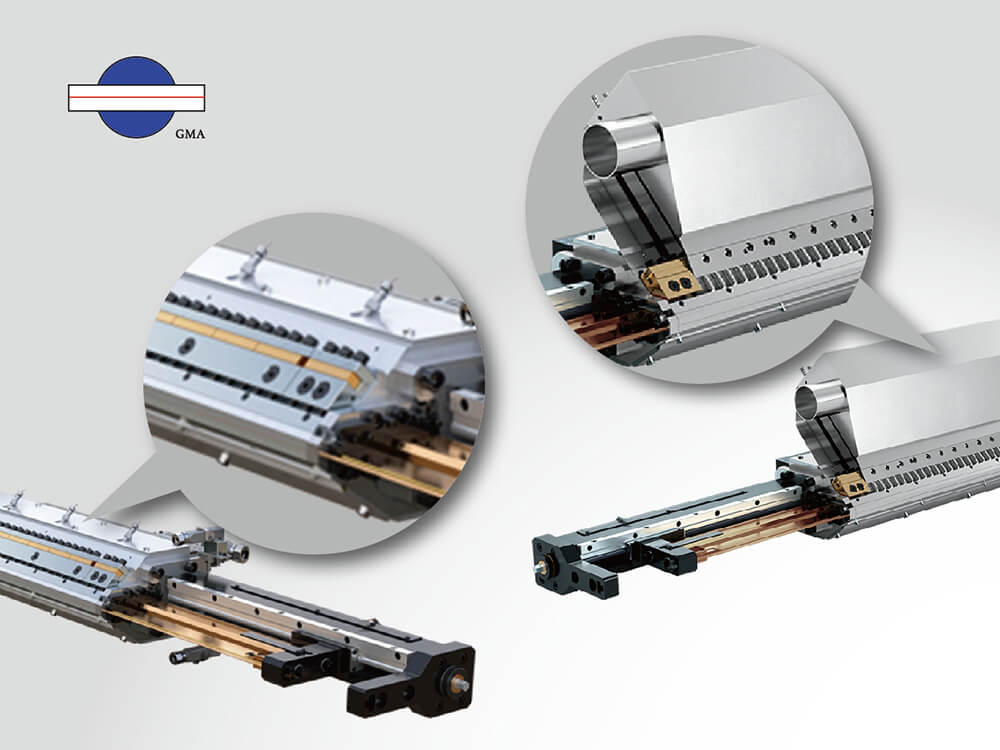
2. 温度控制。
影响塑料流动速度的关键因素之一就是温度,为了使多个模腔的受热均匀,因此每个模腔会有独立的电热区,方便操作者可以分区控制,而且为了避免模具在长期高温生产下,可能造成模腔内的温度互相影响,在每个模腔内也都有独立的隔绝温度设计,确保模腔间的温度可控而且稳定。
3. 压力控制
模腔内的压力过大或不足,都可能造成无法延展成形或是流量不均的状况,因此每个模腔都有独立的模唇调整螺丝,用于调整开口大小调节,有助于稳定模腔内部压力。

温度与压力控制都是直接式模具设计的关键
直接式模具的限制与可发展性。
采用分配器制作多层结构从单纯的三层五层,甚至到百层以上,但以直接式模具来说,目前可适用层数极限为五层,毕竟要处理超过五种以上物性差异较大的塑料,以各个现实因素考虑,都是难以突破的极限,以模具设计来说,超过五层以上的独立控制,对于操作者来说太过复杂,在实际产线生产时,极有可能产生人为操作疏失状况,以生产方面来看,要让多种材质匹配结合,是需要花许多时间调整测试的,物性相近的塑料就已经有困难度,遑论物性差异大的塑料。
延伸阅读: 快速破解共挤押出分配器的三大秘密
直接式模具和一般的押出模具相同,为了达成友善环境、节能等,直接式模具的模腔设计可以针对回收料设计,同时为了提升生产良率,可以根据客户生产需求而采用自动控制螺栓,这对于研发配方的使用者来说,新增一种可能性,也可以让产品质量与效率有效提升。

直接式可以根据客户生产需求采用自动控制螺栓
不同的共挤押出方式各有优势,无好坏之分,唯一的关键就是要找到适合生产产品的设备,才能让你在竞争激烈的市场上无往不利。