押出模具常见三大问题
2023.09
押出模具在正常的使用以及保养情况下,平均寿命约为五~十年,根据超过千位的使用体验数据,使用押出模具最常见的问题共有以下三大类:
1.漏料。
2.流痕与线条。
3.模具修改。
漏料: 押出模具调整机构操作问题,包含宽度与厚度调整机构。
押出模具为因应生产规格需求,除了透过模唇螺丝操作可调整产品厚度外,此外有侧边大幅调整机构(厚度调整范围超过3mm以上) 以及替换模唇,都是适用于生产产品厚度范围较广泛使用,基本的螺丝调整方式都是以每转距离来做为调整模唇开口的依据,使用上只要注意整体平均调整每个螺栓,让模唇平均受力,基本上就可以避免螺丝受力过大,造成卡死以及崩牙等现象。

模唇调整螺丝、大幅调整机构以及替换模唇被用来生产不同厚度产品
宽度调整机构分为内塞与外塞两种形式,板材押出模具多半使用外塞式,透过更换生产规格停机时,手动调整宽度,调整基础以挡块宽度(25mm)计算,至于内塞形式多半用于薄膜以及淋膜模具,透过手轮或者套筒方式,可以让操作者在生产线运行时,省力操作调整机构。

塞料形式有内塞、外塞以及内外塞三种形式
因应部分特殊设计形式的模具,也可能同时采用内塞与外塞机构,但不论何种形式的塞料机构,操作不当极容易引发漏料状况,影响生产效率,所以建议操作者应按照说明书操作。
流痕与线条: 押出模具损坏导致产品异常。
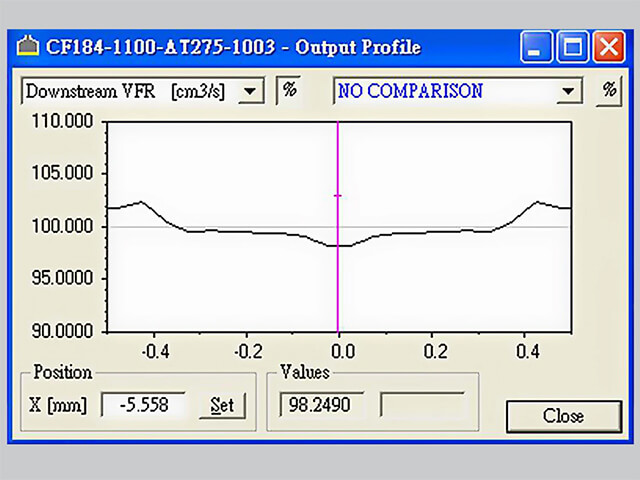
塑料从押出模具出料成形后的平面是产品质量重要观察指针,常见的异常现象包含表面有流痕 (V型或M型状,可能是流速不均)、线条 (模唇受损、模腔内有未熔料或是有残料,或是异物进入模腔等)。
延伸閱讀 : 立即揭晓! 模具流速不均如何解决?
目前制作押出或涂布模具前都会以模流分析辅助优化模具设计,因此除非客户更改配方,否则因为流道设计导致的流速不均问题,已经大幅降低。因此通常产品异常都来自于模唇受损,模唇受损会因为状况不同而有不同处理方式,可能以特殊加工技法修补,受损严重者可能须退电重做。

显微镜下检测到的模唇损伤
模唇受损多半是外力造成的损伤,包含使用清理模唇残料使用工具不当,或是拆开模具进行清模时,疏忽造成模唇被碰撞导致损伤,通常建议若是在不拆模情况下清理模唇时,尽量采用不伤模具钢材的铜制或竹制工具轻轻刮去模唇口残料即可,若要使用工具清洁模腔内成形段,也必须缓慢且谨慎的动作,避免刮伤成型段表面,拆模清料时建议将模具置放在平台上,周边保持净空,清洁完毕尽速组装完成,若未立即安装上线生产,模唇口可使用模唇保护装置避免碰撞损伤。

模唇保护装置可以避面模唇损伤
延伸閱讀 : 不限厂牌,模具检修一把罩!
修改: 生产规格以及配方改变须修改现有模具设计与规格。
通常押出模具会因为客户生产规格、配方改变,但没有充裕预算购置新产线,通常就会以修改现有模具来因应生产。近期K客户为了生产厚度更厚的产品,原本的替换模唇设计的模具不敷使用,于是请我们帮忙修改模具,客户所使用的模具为2012年出厂,客户将模具送回厂检测时,如我们预期的模唇经长期使用下产生的形变现象,因此要将现有的模唇修改除了工法之外,还要将形变的因素考虑进去,才能符合客户预期将开口4mm的模唇修改为7mm。

旧模具因应产品规格改变,修改模唇开口后继续投入生产
F客户使用模具多年后,也是因为长期连续生产的原因,造成模具钢性疲乏,而使原本只压不拉的模唇螺丝形式精准度大幅下降,回厂经过评估后,将螺丝修改成可压可拉形式,减少对钢材的损耗,不仅延长模具的使用寿命,客户也反应在使用上更为方便好用。
至于很多客户最常询问的流道修改问题,我们会透过模流来分析比对,是否能修改现有流道,通常修改幅度不大,是可以根据修改配方修改流道。
目前我们提供不现厂牌的模具评估与维修保养和修改服务,实务上修改模具往往比新制模具更为困难,一方面受限于原有的设计,二方面还要评估模具现况是否能够被修改,没有足够的设计与加工能力,是无法进行模具修改工程的。
延伸阅读:您必知的押出模具维修与保养五大知识
面对现今市场的快速变动,谁拥有能力越快提供满足客户需求的产品,谁就能抢占最佳商机,有句话说:「机会是留给准备好的人」,面对即将来临的第四季,您准备好抢占年终商机了吗?如果您的模具设备有需要专业评估或保养维修,让我们在您攻略市场的路上助您一臂之力,欢迎与我们联系咨询或预约相关服务。