Crafting the Perfect Extrusion Die: The Entire Process from Design to Quality Control
2024.08.30The extrusion die is often considered the heart of the extrusion production line, playing a crucial role in the extrusion process. From the moment the plastic enters the die chamber to when it exits the die lips, the process takes just a few seconds to several dozen seconds. The flow channel design within the die chamber allows the plastic to be evenly spread to the desired width and achieve uniform thickness. This underscores the importance of the extrusion die. However, for an extrusion die to perform consistently, it requires not only proper design but also precise manufacturing and quality management. These factors are key to turning a design on paper into a perfect tool for production line application.
The extrusion die manufacturing process involves dozens of steps. If we break it down simply, it includes steel selection, CNC machining, electroplating, and assembly and quality inspection. Each of these steps requires rigorous quality inspection, as the quality of the machining directly impacts the life time of the die. On average, a well-maintained die can last about 5 to 10 years. However, poor machining quality can reduce the die's life time by up to 30%, not to mention the negative effects it can have on the quality of the final product.
As previously mentioned, the die manufacturing process can be simplified into four major stages. So, what role does quality control play within these stages? The following sections will explain this in detail, addressing each stage one by one.
Steel selection
Extrusion dies are primarily made from mold steel, requiring careful consideration of factors such as durability (including hardness and steel composition), machinability, customer requirements, and compatibility with the materials used by the client. Different types of steel, such as mold steel, stainless steel, or Hastelloy, may be chosen for die manufacturing.
Steel for a die is akin to the rebar in a house; without a solid foundation, it is impossible to create an extrusion die that meets customer expectations. There is no universally "good" or "bad" steel—choosing the most suitable steel from among hundreds of options is the first critical step in quality control for a die manufacturer, and it requires a high level of professional expertise.
Read more:How to select the suitable steel to manufacturing extrusion die?

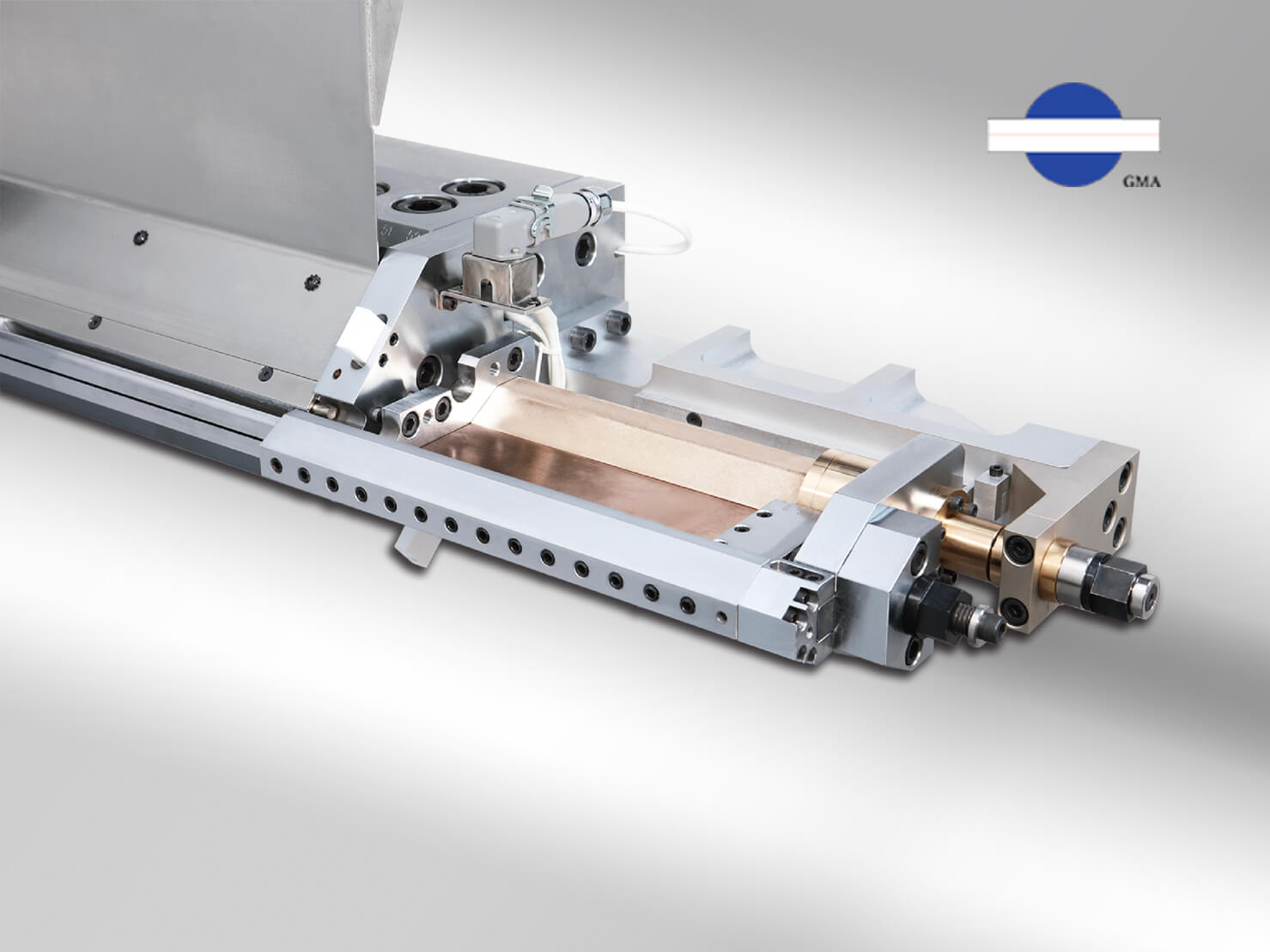
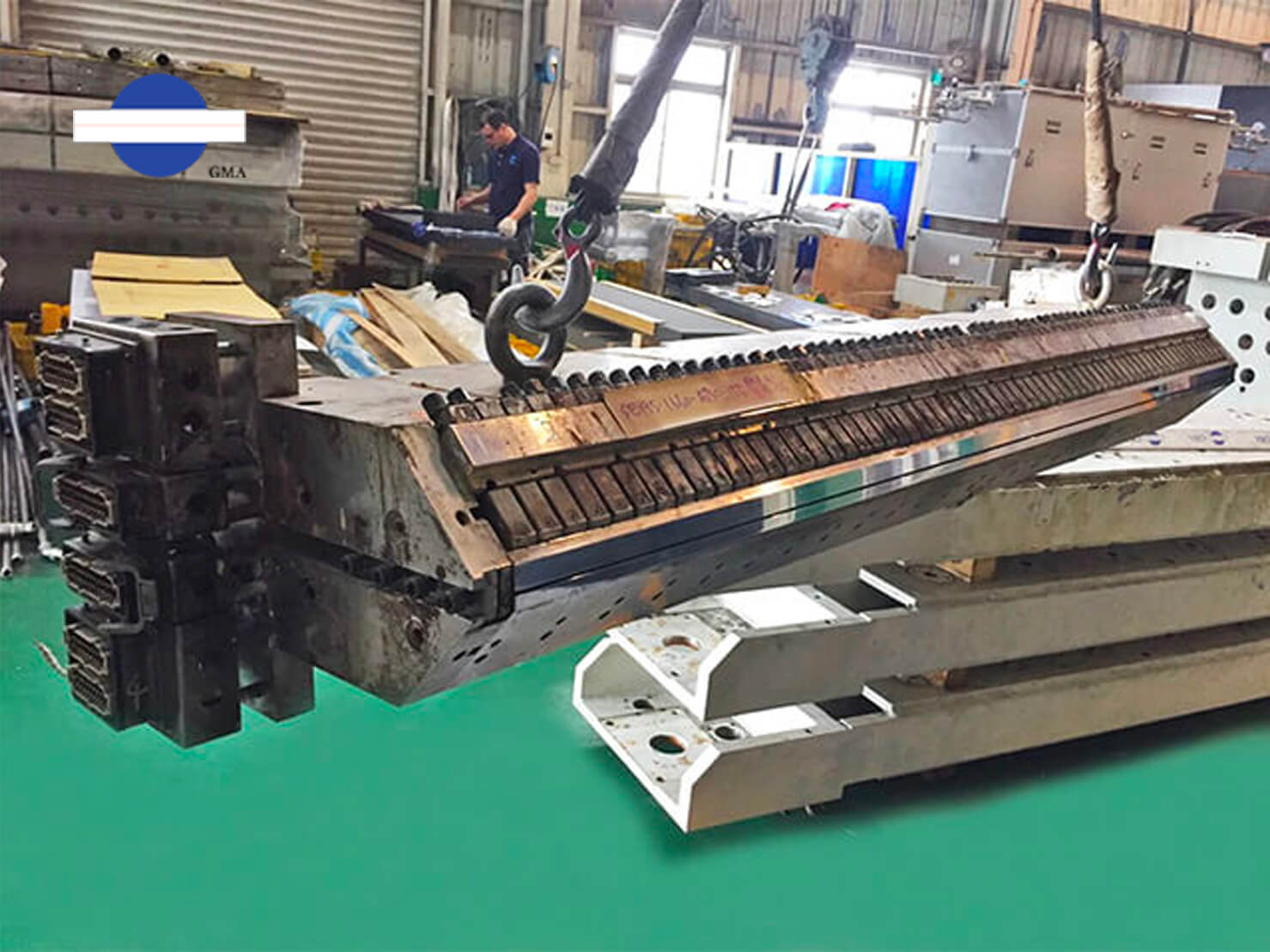
Left: Mold steel is the most commonly known material for die manufacturing.
Right: Dies made from Hastelloy, also known as C276 steel, are used for processing fluorine-containing plastics.
Design and Precision CNC machining
Die design involves the internal flow channel design within the die chamber as well as other functional features (such as width adjustment, thickness adjustment, and control valves). To ensure that the design aligns with the characteristics of the plastic being processed, simulations are conducted based on production conditions, and the design is optimized accordingly. To fully realize the design, machining precision must fall within the allowable tolerances. Every stage of the machining process undergoes quality control and inspection. Any oversight in machining can affect the die's functionality, leading to issues such as abnormal leakage, uneven extrusion, or even premature damage.
Read more : Extrusion Die Design: From Theory to Practice

Die design is optimized through simulations that consider the plastic's characteristics and production conditions. To ensure that the design can be fully realized, meticulous control over machining quality becomes all the more important.
The first stage in extrusion die manufacturing is CNC machining, which is used to process the flow channels and various holes in the die. Given the wide range of die widths required, different machines are used to handle workpieces of varying sizes. The choice of tools must also account for the curvature and depth of the flow channels, as well as the hardness of the steel.
CNC machining for dies is akin to laying the foundation for a building; all basic structures and dimensions must be precisely within tolerance limits. Even a minor error can affect the quality of subsequent processes or make further machining impossible. Typically, at least twenty or more dimensions are inspected during CNC machining, highlighting the critical importance of this stage.

CNC machining is a fundamental stage in die manufacturing, requiring inspection of at least twenty different dimensions and tolerances to ensure precision.
Electroplating Process
Another crucial process in extrusion die manufacturing is “electroplating”. Electroplating is an electrolytic reduction process where the workpiece to be plated is immersed in an electrolyte solution. By passing an electric current through the solution, metal ions from the electrolyte adhere to the workpiece, forming a protective layer.
The primary purpose of electroplating in die manufacturing is to extend the die's life time. During the plastic flow inside the die chamber, despite the brief contact time, friction can cause wear over time. The electroplated layer acts as a protective barrier, reducing wear on the steel due to friction. The appropriate thickness of the electroplated layer varies for each die manufacturer, depending on the steel and processing methods used. Thicker layers are not always better; typically, a coating thickness of around 20-50 microns is considered optimal.

The thickness of the electroplated layer is verified using a coating thickness gauge to ensure it meets the specified standards.
There are various types of electroplating, such as nickel plating, chrome plating, zinc plating, silver plating, gold plating, and more advanced alloy electroplating. Generally, to ensure high-quality plating, electroplating baths are typically dedicated to a single type of plating and are regularly cleaned to prevent contamination.
For extrusion die electroplating, considering practicality and time costs, chrome plating is the most commonly used option.
Another key factor influencing electroplating is polishing and grinding. Since the plating layer adheres to the workpiece, the flatness of the workpiece itself affects the plating quality. For extrusion dies, the surface flatness and cleanliness must meet processing standards before electroplating. This standard includes the post-plating polishing procedure.
Since the thickness of the plating layer can vary at different locations on the die, mirror polishing and grinding are used to ensure that the surface roughness and dimensional accuracy meet the design requirements. Typically, the surface roughness of extrusion dies before assembly is Ra 0.03–0.04 µm, while optical dies require a surface roughness of Ra 0.01 µm.
Read more: Rough? Not at all! The surface roughness is more detailed than you can imagine.

The surface treatment of the die chamber, from CNC machining to electroplating, involves varying requirements for surface roughness. Each stage—CNC machining, electroplating, and post-plating polishing—has specific standards to ensure that the final surface meets the necessary precision and quality.
Assembly and quality inspection
In addition to the rigorous quality control throughout the die manufacturing process—including inspection of the die body and all components for dimensional and geometric accuracy to ensure conformity with design specifications—precision measurement instruments are used to assess surface roughness and die lip radius angle before assembly. Each die is accompanied by a comprehensive inspection report before shipping, which serves as a reference for future repairs and maintenance.

Before die assembly, the surface roughness (left) and the die lip radius (right) must be measured using precision instruments.
For extrusion dies with varying widths, measurements are typically taken at regular intervals starting from the center and extending equally towards both ends. To ensure the accuracy of these measurements, all measurement instruments are regularly calibrated according to established procedures, including internal, external, or on-site calibrations.

Die measurements follow different sampling principles based on the width of the die.
In summary, every step in the extrusion die manufacturing process is crucial. From steel selection, design and precision CNC machining, electroplating to final quality inspection, every detail directly impacts the performance and life time of the final product.
A high-quality die is not just a theoretical design but a result of meticulous craftsmanship under strict quality control. This process ensures that the extrusion die can operate continuously and reliably on the production line, providing the highest quality assurance to customers. For die manufacturers, excellent machining and rigorous quality management are also key to sustaining growth and success.

For die manufacturers, excellent machining and strict quality management are not only crucial for continuous growth but also essential for providing customers with the highest quality assurance.