Electroplating Technology for Extrusion Dies: Dual Challenges and Solutions in Modern Manufacturing
2024.09.26The production of extrusion dies requires dozens of steps, including material selection, processing equipment and techniques, manufacturing processes, and inspections. While CNC machining is widely known, electroplating is another crucial process that significantly influences the performance of extrusion dies.
Electroplating, simply put, is a process that uses electrolysis to deposit a layer of metal on the surface of a conductive object (the item being plated). The primary purpose is to smooth and brighten the surface of the object, as well as to prevent rust and wear, thereby providing a protective layer. Electroplating can be categorized into decorative and industrial uses. Decorative electroplating is commonly seen on bathroom fixtures, hardware, and jewelry, where it not only serves its primary functions but also enhances the appearance.

Decorative electroplating is widely used in everyday items, providing rust prevention while enhancing their appearance.
In comparison to decorative electroplating, industrial electroplating is relatively thicker and must often meet specific functional requirements depending on the application. These may include increasing strength, enhancing conductivity, improving surface brightness, and ensuring the material's integrity under high temperatures through added heat resistance.

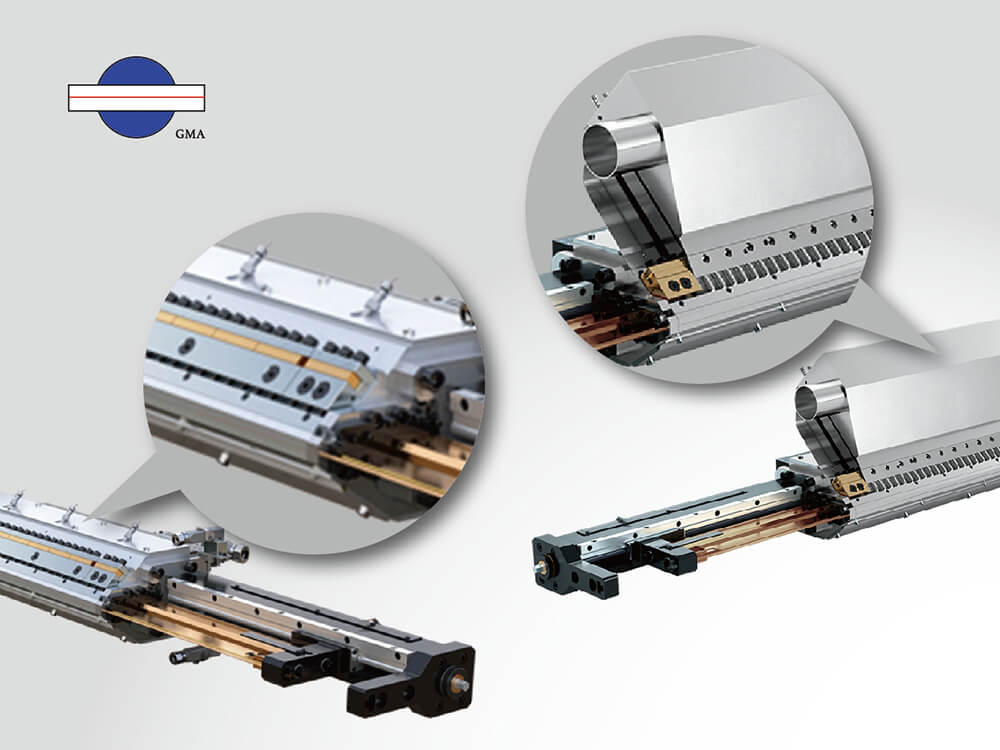
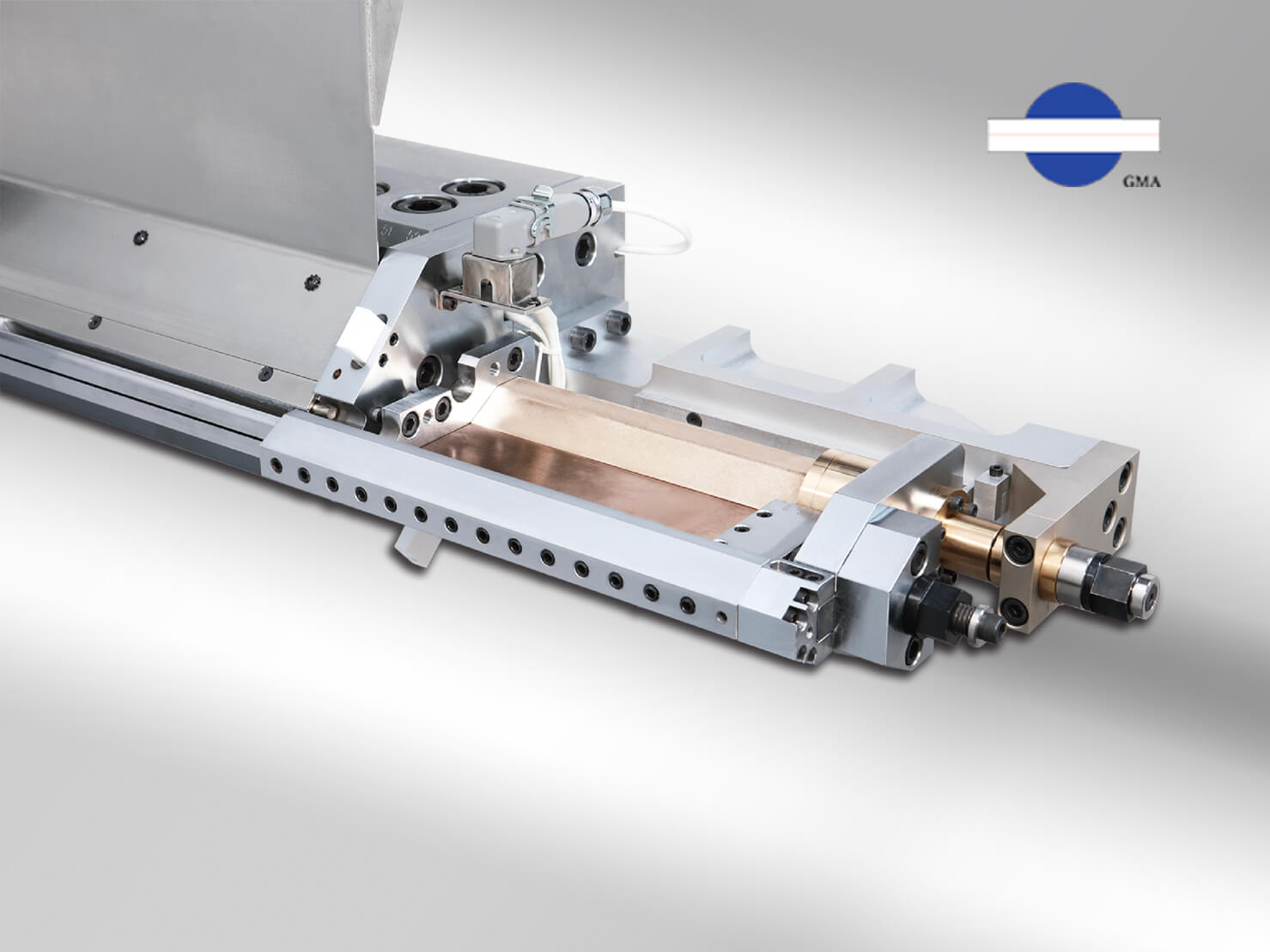
Industrial electroplating is typically used to enhance strength and surface brightness, while also improving conductivity or heat resistance. (Left): Before electroplating, (Right): After electroplating
Because industrial electroplating offers such properties, it is a crucial process for extending the lifespan of extrusion dies and improving their performance stability. Various metals, such as gold, silver, tin, zinc, nickel, copper, and chromium, can be used for electroplating, with the primary consideration being the unique properties of each metal.
Hard chromium, for example, is known for its oxidation resistance, high lubricity, and hardness, making it more wear-resistant than other materials. In addition to its application in extrusion dies, hard chrome is widely used in automotive and aerospace components. According to data, a hard chrome plating thickness of 20-50 µm provides the best balance between cost-efficiency and functionality. For extrusion dies, the base steel typically has a hardness of around HRC28-30, and when plated with a 20 µm thick layer of hard chrome, the hardness can increase to approximately HRC60. A plating that is too thin may not perform effectively, while an excessively thick plating offers no significant performance improvement and only adds to production costs.

A chromium plating thickness of 20-50 µm generally provides the best balance of cost-effectiveness and practicality. Using an ultrasonic hardness tester, it can be measured that a plating thickness of 20 µm can increase hardness to approximately HRC60.
Factors Affecting the Quality of Hard Chrome Electroplating:
- Electrolyte formulation
- Electroplating operation condition and techniques
- Surface preparation before and after plating
- Electroplating equipment
Electrolyte formulation:
The formulation of the electroplating solution is typically adjusted by the electroplating operators based on the item being plated and other electroplating conditions, with no fixed guidelines. Even for hard chrome plating, different operators may use varying formulations of the electrolyte. Regardless of the electrolyte used, impurities will always be generated, and the stability of the electrolyte affects the amount of impurities present. The more impurities there are, the more likely they are to affect the uniformity and quality of the plating during the electroplating process.

The formulation of the electrolyte varies depending on the item being plated and its functional requirements, but stability is the most critical factor.
Electroplating operation conditions and techniques:
The chromium plating process cannot be interrupted. Therefore, the settings for current strength, temperature, and time during the plating process are crucial. Any slight oversight in any of these factors can affect the adhesion of the plating layer, potentially leading to the plating easily peeling off during future use or even failing to adhere to the plated object at all. Consequently, electroplating is a process that requires significant experience and strict control over production conditions.
Surface preparation before and after plating:
Before electroplating, extrusion dies must ensure that the surface to be plated is smooth. Unlike other plated objects, the majority of the areas that require electroplating on flat extrusion dies are flat surfaces. Depending on the width of the die, the area that needs to be covered will vary. Therefore, in addition to the requirement for smoothness, precise control of the object's surface roughness, flatness, and straightness is necessary within acceptable tolerances. This helps reduce variables that could affect the uniformity of the plating during the electroplating process. Typically, pre-plating polishing achieves a surface roughness of Ra 0.01-0.02 mm.

The flat surface processing before electroplating affects the quality of the plating. Typically, pre-plating polishing achieves a surface roughness of Ra 0.01-0.02 mm.
Read more: Rough? Not at all! The surface roughness is more detailed than you can imagine.
Before electroplating, the surface of the item to be plated undergoes a degreasing treatment, which can be performed using chemicals or solvents to remove oil and grease. This is followed by acid cleaning to eliminate rust and impurities on the surface. After several cleaning processes, the item is ready for electroplating.
The pre-plating treatment is extremely important. If proper machining and cleaning are not conducted before electroplating, it can lead to a rough plating or even the presence of particles, often due to impurities in the plating bath. Such issues can result in poor adhesion, peeling of the plating, and the formation of pinholes, all of which can lead to unnecessary cost waste.

Microscopic examination revealed that the plating did not adhere uniformly.
Similarly, after electroplating, relevant cleaning procedures are conducted to remove any unnecessary impurities. To ensure uniform plating thickness, precise polishing and thickness measurements are performed using a film thickness gauge.

A film thickness gauge is used to confirm that the post-plating treatment results in a plating thickness within the standard range of 20-50 µm
Electroplating equipment:
Due to the generation of impurities and deposits during the electroplating process, if the plating bath is not properly cleaned and maintained regularly, and the concentration of the plating solution is not measured, contamination can easily occur. This can lead to difficulties in adhesion and the presence of impurities in the plating. Therefore, the plating bath undergoes different cleaning and maintenance procedures daily, weekly, monthly, and annually. Additionally, temperature and current-related equipment used in the electroplating process must be regularly inspected and calibrated to prevent equipment errors from affecting plating uniformity and causing delamination.

The plating bath must be regularly maintained and cleaned to prevent impurities or deposits generated during electroplating from affecting the quality of the plating.
Electroplating generates a significant amount of waste liquid and wastewater. Due to social responsibility and environmental considerations, electroplating operators must proactively install wastewater treatment facilities that comply with local government standards. Effective wastewater treatment not only reduces manufacturing costs but also encourages electroplating personnel to handle the plating solution and maintain the plating bath with greater care. Additionally, since electroplating processes involve a high likelihood of contact with chemicals, only trained and qualified personnel are typically allowed to operate the equipment, and adequate protective measures and equipment must be in place. Generally, unauthorized personnel are not permitted to enter the work area.

The electroplating process involves contact with many chemicals and must be operated by trained professionals.

Based on social responsibility and environmental considerations, electroplating operators should establish comprehensive waste plating solution and wastewater treatment facilities.
Even with normal use and regular maintenance, the typical lifespan of an extrusion mold is about 5 to 10 years. Regular maintenance includes plating upkeep, and the most common issue for mold users is plating damage. This damage is often minor, usually resulting from improper cleaning or slight wear at the mold's lip. Special repair techniques can be employed to fix these small damaged areas, preventing minor plating loss from expanding and increasing friction at the interface between the mold cavity and the plastic, which can accelerate mold wear.
Read more: Do you know 5 points of extrusion die repair and maintenance?
There is no specific data on how long the plating lasts before wearing out, as it primarily depends on the plastic formulation and production conditions. However, it is generally recommended to check the mold's plating thickness annually. As long as the thickness remains above 20 micrometers, the mold can continue to be used. If it falls below 20 micrometers, re-plating is advised. Many people assume that re-plating simply involves adding another layer of plating to the existing item, but this is not the case. Plating wear is usually inconsistent across different areas, so the remaining plating must be removed first. Depending on the situation, this can be done using specialized equipment or chemical agents. Like the electroplating process, handling these chemicals requires trained personnel to ensure safety.

The plating will inevitably wear down over time, so it is recommended to regularly check the plating thickness. When wear is detected, the mold should be sent back to the manufacturer or a professional service provider for re-plating. The image shows a mold that requires re-plating due to plating wear.
For extrusion dies, once the plating is completely removed, it is essential to inspect the underlying steel for signs of corrosion and assess its severity. If there is minor corrosion, it can be repaired through polishing and refurbishment before re-plating. However, if the corrosion is severe and cannot be treated, it may be necessary to consider purchasing new dies to ensure product quality.
The electroplating process is highly specialized across various industrial applications, and this is particularly true for extrusion dies. For all mold manufacturers, whether partnering with selected electroplating service providers or operating their own electroplating facilities, there is a strong commitment to continuously improving electroplating processes to enhance the overall quality and performance of the dies.