From Principles to Applications: A Comprehensive Analysis of Slot Die Coating
2025.04.29Coating technology is widely applied across various manufacturing processes. Due to the diversity of usage scenarios and requirements, a broad and complex range of related technologies, equipment, and processes have emerged. But what exactly is "coating"? What defines the precision coating technologies that are now extensively used? In which fields is coating technology applied?
What are the different types of coating methods and equipment available?
Let’s take a step-by-step journey to explore the many facets of coating technology!
What is Coating? In Which Fields is Coating Technology Used?
In simple way, the coating process refers to a manufacturing technique in which liquid materials are evenly applied onto the surface of a substrate using specialized equipment. The primary purpose of coating is to enhance the functional properties of a product.
For example, in the production of lithium-ion batteries, electrode coatings require highly uniform thickness and high energy density to ensure greater stability and safety during use.
In the optical industry, functional films such as high-transparency layers, anti-reflection coatings, and anti-static coatings are often needed to meet product performance or manufacturing requirements. A common application of coating technology is the scratch-resistant screen protectors used on 3C (computer, communication, consumer electronics) devices.
Moreover, in industries such as semiconductors and medical devices, coating processes are used to form sensing layers and other functional films.
These are all practical applications of advanced coating technology.
Read more: Exploring the Beauty of Processes: Differences and Applications of Lamination, Coating, and Bonding
 Coating processes are important manufacturing
steps for many industries.
Coating processes are important manufacturing
steps for many industries.
Driven by the accelerating evolution of technology and the growing pursuit of product excellence, coating processes have undergone a remarkable transformation. As market demands shift toward higher performance, miniaturization, and lightweight product designs, "precision coating" technologies have emerged to meet these new requirements.
Compared to traditional methods, precision coating enables much thinner coatings (ranging from micrometers down to nanometers), more uniform thickness (with deviations smaller than ±2%), and higher production capacity (either through larger coating areas or faster line speeds).
Traditional coating techniques—such as knife-over-roll coating and dip coating—typically suffer from large thickness tolerances and unevenness, which often result in excessive material usage, backflow, and wastage.These practical limitations restrict traditional methods to applications with lower precision demands, such as packaging films and protective layers.
In contrast, applications requiring high precision, such as optical products, rely on advanced precision coating techniques that can precisely control coating uniformity and thickness. These techniques include slot die coating, micro gravure coating, comma coating, and spray coating.

Slot die coating, gravure coating, and comma roll coating are all methods of precision coating.
Advantages of Slot Die Coating
In precision coating processes, slot die coating stands out with the following five major advantages. Although the initial setup cost may be higher compared to other coating methods, from a long-term investment perspective, slot die coating is undoubtedly the most critical technology for achieving high-precision results.
1. Precise control of flow rate and coating uniformity (film thickness variation < ±2%, and can even reach ±1%).
2. Wide range of applicable liquid viscosities (10–10,000 cP).
3. Compatible with a wide range of production line speeds, even exceeding 100 meters per minute.
4. Closed system for material delivery, resulting in low material waste and high cleanliness.
5. Capability for multilayer coating, such as simultaneous coating of both anode and cathode layers for batteries.
Slot die coating is most commonly applied in the production of lithium-ion battery electrodes, photovoltaic films, polarizer films, anti-reflective coatings, anti-glare films, sensor membranes, medical sensing membranes, semiconductor encapsulation layers, and automotive protective films (commonly known as "paint protection film" or "PPF").
Read more: Let us work together to create more possibility of coating technology

Slot dies have unique advantages, making them key components in many precision coating processes.
Micro gravure coating applies liquid through the engraved patterns on a roller.
The coating thickness tends to be influenced by the cell pattern of the roller, making it most suitable for low to medium viscosity liquids (typically less than 3000 cP).
Comma coating, on the other hand, controls coating thickness by adjusting the gap between the coating head and the substrate. However, because of the physical contact involved, it is prone to generating streaks or bubbles. This method is better suited for medium viscosity liquids (approximately 500–5000 cP).
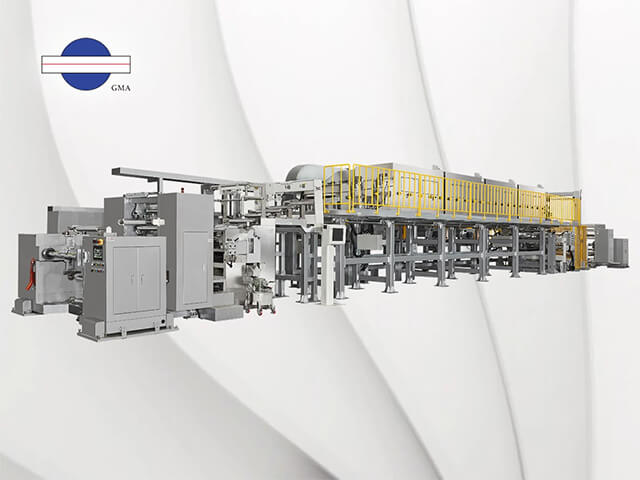
In practical production, to accommodate a wider range of coating processes, it is recommended to adopt a multifunctional coating station, which allows for flexible selection among slot die, micro gravure, or comma coating heads based on specific production needs.
 Multifunctional
coating stations combine two or three different coating methods to meet the
diverse needs of operators.
Multifunctional
coating stations combine two or three different coating methods to meet the
diverse needs of operators.
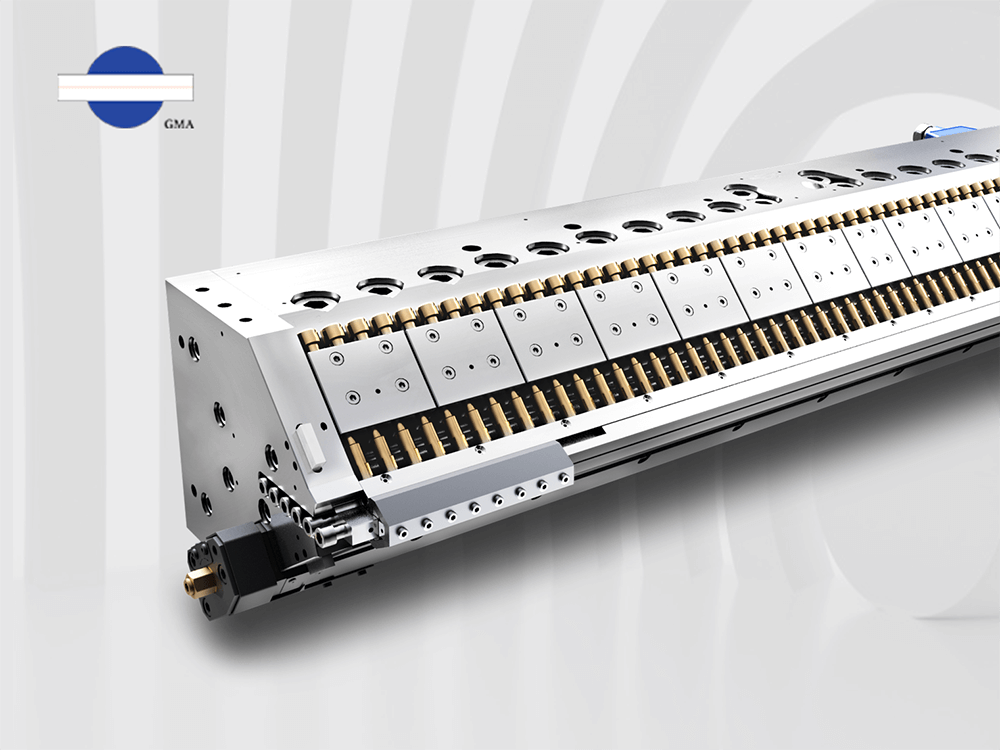
A Comprehensive Analysis of Slot Die Design
Slot dies, much like extrusion dies, require meticulous attention to every detail from design to machining. Each step is a perfect embodiment of experience and craftsmanship. The ability to manufacture or select a high-quality slot die depends on several key indicators:
Material Selection for Slot Dies
Similar to extrusion dies, the selection of materials for manufacturing slot dies must consider the actual production environment and processing conditions. Slot dies handle various coating liquids, which may involve exposure to chemical corrosion, high shear forces, and other stresses.Therefore, the steel material must maintain stability without deformation under external influences, while minimizing wear to extend service life.
High-strength, wear-resistant, and corrosion-resistant stainless steels (SUS series) are the preferred materials for slot die manufacturing, thanks to their excellent resistance to deformation and environmental stress. For special applications, additional protective measures such as tungsten carbide coatings at the die lips may be applied to enhance durability and performance under extreme conditions.
 High-strength,
wear-resistant, corrosion-resistant stainless steels (SUS series) are the
preferred materials for making slot dies.
High-strength,
wear-resistant, corrosion-resistant stainless steels (SUS series) are the
preferred materials for making slot dies.
Die Design
Manifold Design:
Similar to the flow channel design of extrusion dies, slot die manifolds must be optimized based on the physical properties of the coating materials. By using simulation analysis software, designers can optimize flow behavior by considering factors such as viscosity, density, solvent type, target wet and dry coating thickness, uniformity requirements, coating width, particle content within the fluid, supply method, and substrate material.
In combination with the internal flow channel geometry, simulations are conducted to predict how the coating material will behave inside the die cavity.
The goal is to ensure uniform material distribution within the cavity, so that as the material exits the die lips, it forms a coating layer with highly consistent thickness.
Typically, for low to medium viscosity liquids, the slot die manifold design resembles a T-shape; for medium to high viscosity fluids, the design tends toward a coat hanger shape, optimizing pressure balance and flow uniformity.
 The flow channel design of a slot die is related
to the liquid’s viscosity and density, and must also take into account process
conditions such as wet and dry film thickness.
The flow channel design of a slot die is related
to the liquid’s viscosity and density, and must also take into account process
conditions such as wet and dry film thickness.
Lip gap Design
For extrusion dies, the lip gap is typically adjusted using mechanical screws.
In slot dies, however, this approach is not always the standard. Slot die lips can generally be categorized into two types: fixed and adjustable designs.
The adjustable design of slot die lips is similar to that of extrusion dies, where screws are used to fine-tune the lip opening. This adjustment mechanism allows for localized corrections to compensate for deformations caused by external factors such as operating pressure or mechanical stresses during production, thereby improving the uniformity of the final coating thickness.
However, adjustable slot die lips are more costly to manufacture, require more complicated cleaning procedures, and demand skilled, experienced operators to properly manage the adjustments.
As a result, most slot dies typically adopt a fixed lip design, which offers greater simplicity, easier maintenance, and higher operational stability in mass production environments.
 The adjustable slot die design is similar to
that of an extrusion die, with the gap adjusted by screws.
The adjustable slot die design is similar to
that of an extrusion die, with the gap adjusted by screws.
In a fixed-lip slot die, once the die is manufactured, the lip gap cannot be adjusted, making machining precision critically important. Since the fixed structure eliminates the use of adjustment bolts—which can accumulate dirt and require meticulous cleaning—maintenance becomes simpler and easier, and operators can quickly become proficient with the equipment.
In fixed-lip slot dies, shims are used to adjust the coating thickness and width.
Depending on production requirements, different thicknesses of shims (typically made of stainless steel) can be inserted into the cavity to adjust the outlet gap, thereby changing the resulting coating thickness.
The function of shims is similar to that of adjustment screws, but they offer a simpler and more straightforward method for fine-tuning, making them ideal for stable, efficient operations.
 A fixed-lip slot die adjusts the lip gap by
inserting shims of different thicknesses (usually made of stainless steel) into
the die cavity.
A fixed-lip slot die adjusts the lip gap by
inserting shims of different thicknesses (usually made of stainless steel) into
the die cavity.
When using shims, it is essential to ensure that the surfaces are clean, dry, and free of any wrinkles or residue. After inserting the shim, it must be properly secured to ensure that it is evenly compressed and uniformly loaded across the die surface. This prevents coating defects caused by uneven gaps or contamination at the coating outlet.
Die Lip Shape
Similar to extrusion dies, the standard die lip shape for slot dies is typically flat.
A flat lip structure is simple, easy to clean, and easy to maintain. However, to meet various practical production needs, slot dies can also feature beveled lips (protruded lips) and wire rod lips.
A beveled lip design refers to the addition of a small protrusion at the die outlet.
The primary purpose of this feature is to reduce coating overflow at the outer edges of the die lip and to maintain coating stability, especially during high-speed production.
A wire rod lip involves installing a thin stainless steel wire or metal rod at the die outlet. Because it resembles a thin wire, it is commonly referred to as a "wire rod." The wire rod serves to remove excess coating material and helps maintain a uniform coating thickness. This design is particularly effective for managing coatings that tend to accumulate—such as certain high-viscosity or high surface tension liquids used in electronic materials. Additionally, the wire rod enhances the stability of the coating front, helping to prevent defects such as streaks or bubbles during the coating process.
 Slot
dies are designed with different lip shapes to meet various production needs;
from left to right, they are parallel lip, flanged lip, and wire-bar lip.
Slot
dies are designed with different lip shapes to meet various production needs;
from left to right, they are parallel lip, flanged lip, and wire-bar lip.
Die Machining
High-precision CNC machining has always been a critical factor in the manufacturing of slot dies. Key components such as the internal manifold and the die lips are produced using a variety of specialized CNC machining techniques.
Typically, the dimensional tolerances for CNC machining in die manufacturing must be controlled within ±2 μm to ±5 μm (with ultra-precision models achieving tolerances as tight as ±1 μm). The uniformity of the outlet gap must be maintained within ±2 μm, while parallelism and straightness must be controlled to within 10 μm per meter.
Since slot dies are most commonly made from stainless steel, they generally do not require chromium plating like extrusion dies. However, to ensure optimal coating performance, the die lip surfaces must still undergo mirror polishing to achieve a surface roughness of Ra 0.1 μm or better.
 CNC
machining is an essential process for manufacturing precision dies.
CNC
machining is an essential process for manufacturing precision dies.
Mirror polishing of the die landing area is a highly critical precision process, whether in the manufacturing of extrusion dies or slot dies. This is because the surface roughness at the landing area directly affects liquid flow, shear behavior, and coating thickness control.
The smoother the surface (i.e., the lower the Ra value), the better it facilitates liquid movement, minimizing material retention and reducing shear forces.
A highly polished surface also helps prevent coating defects such as streaks, bubbles, or film breakage, ensuring the production of uniform, high-quality coatings.
Read more: Rough? Not at all! The surface roughness is more detailed than you can imagine.
 Excellent
mirror polishing significantly improves coating quality.
Excellent
mirror polishing significantly improves coating quality.
High-precision coating is an essential choice for the production of high-value, high-performance, and high-quality products. Coating technology is not merely a physical act of covering a surface; it is a core process that demands exceptional precision, control, and stability, and it even influences the overall efficiency of the entire production line.
Among various coating technologies, slot die coating stands out as the preferred solution for a wide range of applications. Selecting the right slot die enables manufacturers to achieve superior coating quality, enhancing product competitiveness in the market.
Read more: Mastering the Lithium Ion Battery Electrode Coating Process for Efficiency