押出ダイはなぜ機能し、なぜ失敗するのか
2023.081. 押出ダイとは何か?
プラスチック製造は、射出成形、ブロー成形、キャスティング(鋳造)、押出成形といった複数の成形方法に依存しています。これらの中でも押出成形は、業界内でさえ比較的なじみが薄い存在かもしれませんが、実際には包装、建材、電子機器、自動車用途に使用されるシート、フィルム、ラミネート材料の製造を支える重要なプロセスです。
押出ダイは大きく2つのカテゴリに分類されます:
· 異形押出ダイ — パイプ、チューブ、電線被覆などに使用される
· フラット押出ダイ — 連続したシート、フィルム、ラミネートに使用される
本ガイドでは、フラット押出ダイに焦点を当てます。射出成形のように個別部品を成形する方法や、空気圧で中空形状を作るブロー成形とは異なり、フラット押出は連続プロセスであり、ポリマーは常に流れ続けているのが特徴です。

2. 仕組み
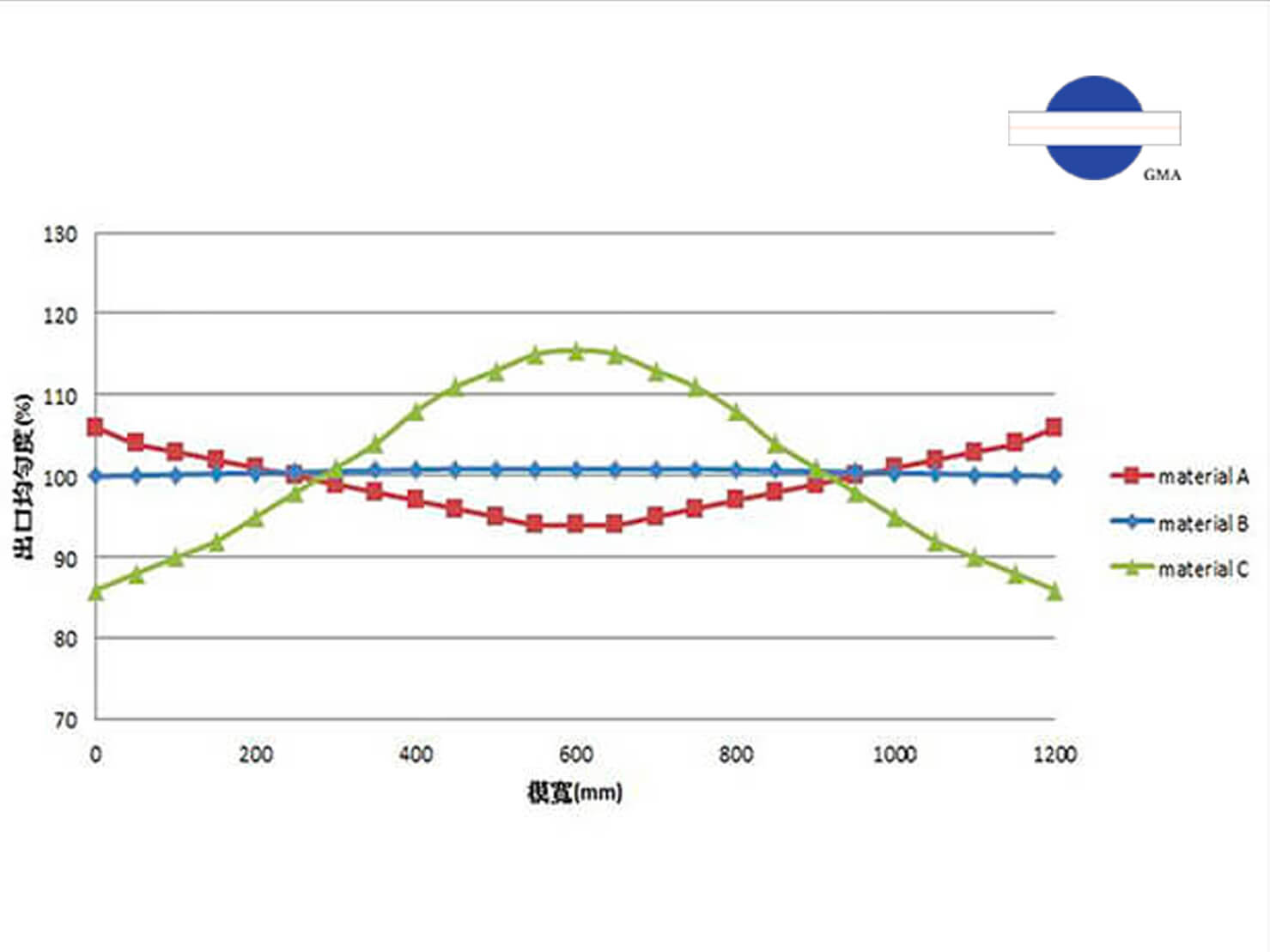
ダイは押出機のスクリューから溶融ポリマーを受け取り、精密に設計された内部流路を通して材料を導きます。この流路の形状こそが、最終製品の均一性を左右する重要な要素です。適切に設計されていれば、ポリマーは幅全体にわたって均一な厚みを持つフラットなシートやフィルムとして押し出され、その後、冷却ロールを通過して固化します。
しかし、ポリマーは水のようには流れません。粘度、せん断感受性、温度といった要因が、ダイ内部での材料の挙動に大きく影響します。そのため流路設計では、これらすべてを考慮する必要があります。これが、押出ダイの開発においてシミュレーション技術と現場での実務経験の両方が不可欠とされる理由です。
これらのシートやフィルムは、一般的に中間製品として扱われます。例えば包装用フィルムは、まず押出された後、印刷、ラミネート、あるいは裁断といった後工程へと進みます。ダイの品質は、後工程でどれだけの許容範囲(トレランス)を確保できるかを大きく左右します。

3. 構造:性能を左右する3つの要素
押出ダイは、主に3つの中核構成要素から成り立っています。それぞれが最終製品に異なる形で影響を与えます。
|
構成要素 |
機能 |
重要な検討ポイント |
|
ダイ本体 |
流路を内蔵し、ポリマーの分布を形成する |
鋼材のグレード、CNC加工精度、表面仕上げ |
|
幅調整機構 |
内側および外側デッケルによりシートまたはフィルムの幅を制御する |
操作性、調整範囲 |
|
厚み調整機構 |
リップギャップを制御して製品の厚みを調整する |
スクリュー調整、クイックギャップ機構、または広幅・厚物製品向けの交換式リップ |
ダイ本体に使用する鋼材の選定は、それ単独で議論に値する重要な要素です。選択される鋼種は、熱、圧力、そしてポリマーの化学的特性の組み合わせに耐えうる必要があり、さらにダイの加工性、研磨性、めっき適性にも直接影響を及ぼします。
この初期段階での判断を誤ると、後工程でどれだけ調整を行っても修正できない問題を引き起こす可能性があります。
.jpg?sgq27urpka)
- 関連記事: 適切な押出金型を製作するためには
4.用途
シートおよびフィルムの押出ラインは、多くの人が想像する以上に幅広い産業分野で活用されています。
|
製品タイプ |
主な用途 |
|
シート |
文具用ボード、屋根パネル、断熱材、食品包装箱、拡散板、導光板 |
|
フィルム |
工業用ストレッチフィルム、食品包装フィルム、光学ディスプレイ用フィルム、自動車用保護フィルム |
|
ラミネート基材(ラミネーションダイ) |
紙コップ、食品容器、テトラパック容器 — 紙やフィルム上にポリマーをコーティングしたもの |
|
機能性コーティング(スロットダイ) |
接着剤、機能性フィルム、電子部品 |
フラットダイ、ラミネーションダイ、スロットダイの選択は、単に製品タイプによって決まるものではありません。材料効率、生産ラインの速度、さらには配合変更時にどれだけ柔軟に対応できるかにも大きく影響します。


5. 製造:小さな誤差が積み重なる工程
押出ダイの製造工程は、CNC加工 → 研削 → 鏡面研磨 → クロムめっき → 検査 → 組立という決められた順序で進みます。各工程の公差はミクロン単位で管理されており、すべての工程が前工程の精度に依存しています。
中でも最も高い精度が求められるのが「ランディング部」です。これはポリマーがダイから押し出される直前の最終ゾーンであり、材料がシートやフィルムになる前に最後の延伸を受ける部分です。ここでわずかな表面不良があれば、たとえ研磨がわずかに不足していたり、めっき層の均一性に欠けていたとしても、その影響は最終製品に現れてしまいます。

- 関連記事: 一点も荒れた表面粗さがありません
6. 設計:本当に重要となる変数
押出ダイの設計は、まずポリマー特性から始まります。粘度、熱感受性、せん断挙動、さらにバージン材か改質材か、あるいはリサイクル材を含むかといった要素は、すべて流路設計に影響を与えます。あるポリマー配合で適切に機能する流路でも、別の材料では流れの不均一や圧力の偏りを引き起こす可能性があります。
また、多層フィルムやシートに対する市場需要の高まりにより、設計はさらに複雑化しています。単一流路のダイ(フィードブロックなし)では、一度に一層しか成形することができません。一方で、2~5本の独立した流路を持つマルチマニホールドダイでは、異なるポリマーをダイ出口前で一体化し、単一の共押出多層構造として成形することが可能です。
|
|
単一流路ダイ(フィードブロックなし) |
マルチマニホールドダイ(2~5流路) |
|
製品(出力) |
単層のシートまたはフィルム |
特性を最適化した多層構造 |
|
材料の柔軟性 |
1回の運転で1種類のポリマーのみ |
各層ごとに異なるポリマーやリサイクルブレンドの使用が可能 |
|
設計の複雑さ |
比較的シンプルな流路設計 |
高度な流動解析および検証が必要 |
|
主な用途 |
一般包装材、文具 |
バリアフィルム、光学層、自動車用ラミネート |
シミュレーションソフトは流路形状の最適化に役立ちますが、あくまで理想条件を前提としたものです。実際の生産現場では、樹脂ロットの違い、周囲温度の変化、オペレーターによる調整など、さまざまな変動要因が存在します。
経験豊富なダイメーカーは、こうした現場で培われた知見(暗黙知)を蓄積しており、それはソフトウェアだけでは再現できない価値となっています。

7. メンテナンス
適切に設計・製造された押出ダイは、正しく運用され、継続的にメンテナンスされていれば、大きな修理を必要とせずに少なくとも5~10年は使用可能です。ただし実際の寿命は、どのような材料を通すかに大きく左右されます。充填材入りコンパウンドやリサイクル材は摩耗を加速させ、腐食性のあるポリマーはより慎重な管理が必要です。
日常メンテナンスのポイント:
· ポリマー残渣が流動分布に影響を与えないよう、定期的に洗浄を行う
· ダイリップおよび流路の摩耗や表面劣化の初期兆候を確認するため、定期的に点検する
· 製品に問題が現れる前に再研磨や再めっきを実施する(事後対応より予防保全の方がコスト効率が高い)
· 生産間の保管および取り扱いを適切に行う
多くの場合、交換よりも修理の方が有効な選択となります。摩耗によって表面品質が低下したダイでも、適切な再生処理を行うことで本来の性能を回復できるケースが多く、新規製作に比べて大幅にコストを抑えることが可能です。
- 関連記事: 押出成形Tダイの保全管理-五つポイント
8.他の高分子加工方法に対する優位性
押出成形の最大の特長は、その生産スケールにあります。生産能力は一般的に毎時200~2,000kgに達し、同一材料カテゴリにおいては射出成形やブロー成形を大きく上回ります。
また、ダイ本体、幅調整機構、厚み調整機構の可変性により、固定金型では実現できない柔軟性を提供します。ダイを交換することなく幅や厚みを調整できるため、製品仕様がロット間で変化する場合や、スケールアップ時に段階的な調整が必要な場合に大きなメリットとなります。
さらに、連続生産であることから、数量が増えるほど単位コストを低減できる点も重要です。高精度な押出ダイへの投資は初期に集中しますが、一度特定用途に最適化されれば、その後は最小限の介入で長期間安定運転が可能となります。
9. 市場動向
現在、押出ダイに求められる機能は、主に2つの要因によって変化しています。
リサイクル材および改質ポリマー
サーキュラーエコノミーへの移行が進む中で、フィルムやシートにおけるリサイクル材の使用が急速に拡大しています。リサイクルポリマーはバージン樹脂とは挙動が異なり、粘度のばらつきが大きく、不純物を含む場合もあるため、流動に影響を与える可能性があります。そのため、ダイ設計には厚みの均一性や表面品質を維持しながら、こうした変動に対応できる柔軟性が求められています。
デジタル化とプロセスモニタリング
生産データは可視化ツールへと変換され、オペレーターが問題をより早期に検知し、迅速に対応できるようになっています。これにシミュレーション技術の進化が組み合わさることで、ダイ設計から初回生産成功までの時間が短縮され、新製品の立ち上げスピードにも直接的な影響を与えています。
長期的には、より少ない手動調整で幅広い材料条件に対応できるダイが求められる方向に進んでいます。これはポリマー配合の複雑化と、材料ロス削減に対する世界的な要求の高まりへの対応でもあります。

- 関連記事: 2023年の塑膠産業のトレンド予測
10.よくある問題とその対処方法
押出ダイの運用において発生する問題は、いくつかの共通した根本原因に集約される傾向があります。
|
問題 |
主な原因 |
対処方法 |
|
厚みムラ |
流路設計の不備または流動の不均衡 |
シミュレーション解析による流路形状の再設計 |
|
ダイライン |
ランディング部の表面欠陥または汚染 |
再研磨の実施、ポリマー中の研磨性成分の有無を確認 |
|
腐食 |
反応性の高いポリマー特性またはメンテナンス不足 |
材料に適したコーティングの採用、定期的な点検体制の確立 |
|
リップ摩耗 |
コンパウンド中の研磨性フィラーや硬質粒子 |
再めっきまたはリップ交換の実施、ポリマーとの適合性を評価 |
|
漏れ |
組立不良または長期使用による熱サイクルの影響 |
分解・点検・再シールの実施 |
厚みムラは、メーカーから最も頻繁に指摘される問題であり、かつ事後対応が最も困難な課題でもあります。その原因はほぼ例外なく流路設計に起因します。設計段階の早い段階でシミュレーションを適用するほど、この問題の発生リスクは低減されます。
損傷や摩耗に関しては、ダイ本体の構造が健全である限り、多くの場合は交換よりも修理の方が経済的に有利です。そのため、新規ダイの製造だけでなく、ダイの修理対応能力を持つメーカーを選定することも重要な判断基準となります。
最終的に、押出ダイの性能は生産開始前にすでに決まっています。それは設計上の判断、材料選定、そして製造公差といった要素によって定義されます。これらすべてについて説明でき、さらに実際の生産変動を理解し、理論と現場のギャップを把握しているサプライヤーと協働することが、新規ラインを安定して立ち上げるための決定的な要因となります。
- 関連記事: ブランドに限らず、金型のメンテナンスは万全です!