共擠押出工藝の革新:特殊多流路モールド
2024.05.03共擠押出工藝は、間違いなくプラスチック押出の主流トレンドです。共擠押出は、2つの方法を通じて実現できることが広く知られています。1つはフィードブロックを使用して層を結合し、押出ダイに入る前に延伸して形成する方法です。もう1つは特殊多流路押出ダイを使用して材料を別々に層にし、次にランディングエリアで収束させる方法です。これら2つの明確に異なるプロセスと技術は、それぞれの応用範囲と巧妙な設計を持っています。通常、特殊多流路押出ダイは物性において大きな違いがある材料に使用されます。たとえば、アルミニウムプラスチックパネル(上下に金属があり中間にPEがある)は、防水性、断熱性、防音性などの特性を提供し、建設の壁パネル、仕切り、天井などに使用されます。自動車用の装飾パネル(表面にPMMAがあり中間にPCがある)は、耐擦傷性と十分な靭性が必要です。食品包装フィルム、特殊保護フィルム、光学シートまたはフィルムなどは、プラスチックの異なる物性を活用して製品の機能を拡張または強化する必要があります。では、特殊多流路押出ダイの重要な要素を解読しましょう!
関連記事: 異なるプラスチックの複合は、【特殊多流道金型】を使用して実現できます。以下には、この種の金型の6つの主な利点が示されています
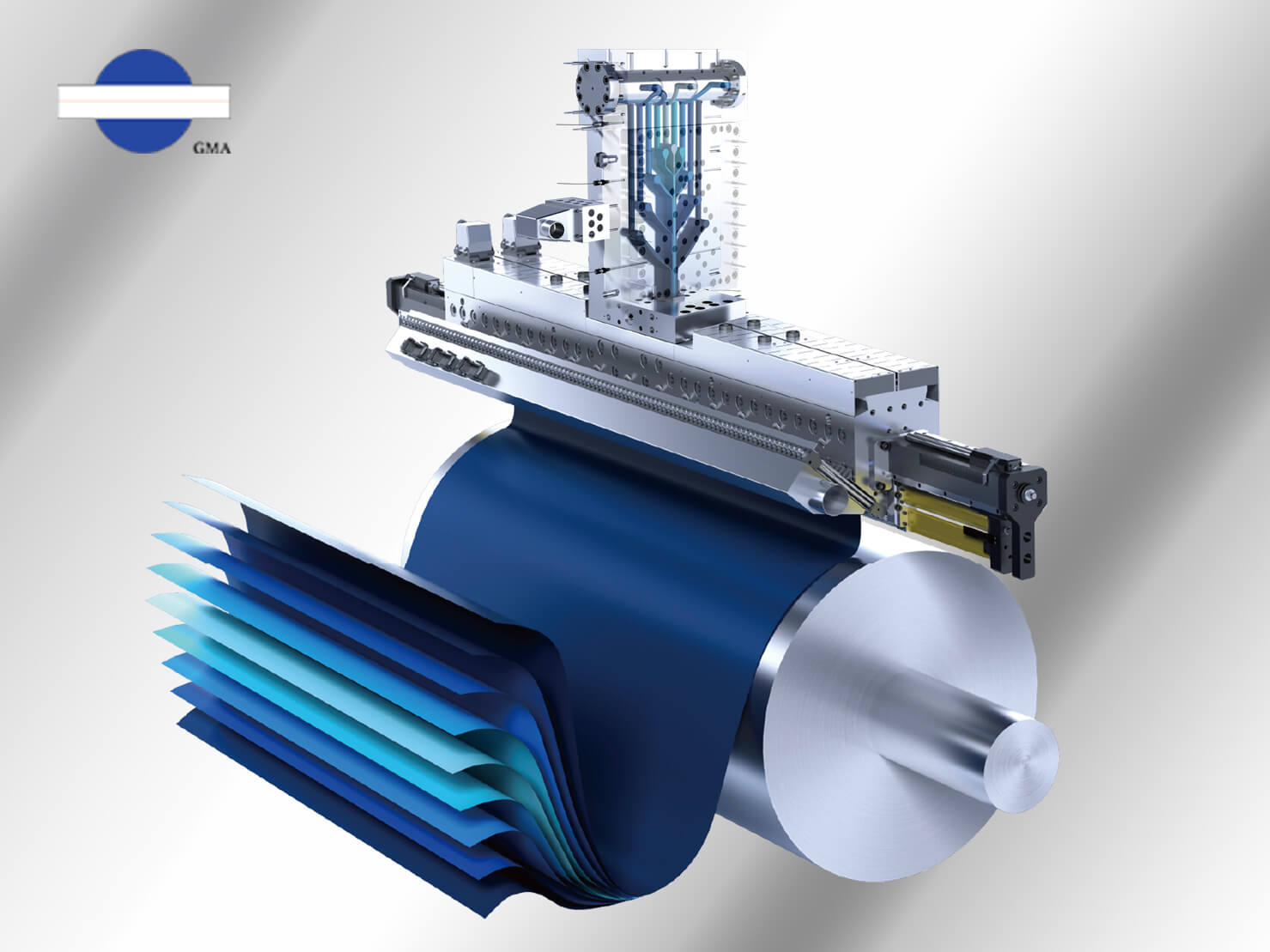
押出モールドデザインの挑戦 – 特殊多流路モールド
通常、押出モールドには1つのチャンバーしかありませんが、特殊多流路モールドは、分層要求により複数のチャンバーで設計されています。単純に言えば、3層構造は3つのチャンバーを意味し、それぞれに対応する流路があります。したがって、3つのチャンバーは3組の流路を意味します。押出モールドデザインでは、特殊多流路モールドに影響を与える変数と比較して、基本的な押出モールドデザインでは変数の制御が比較的簡単です。しかし、特殊多流路モールドデザインでは、いくつかの要因がモールドのパフォーマンスに大きく影響します:
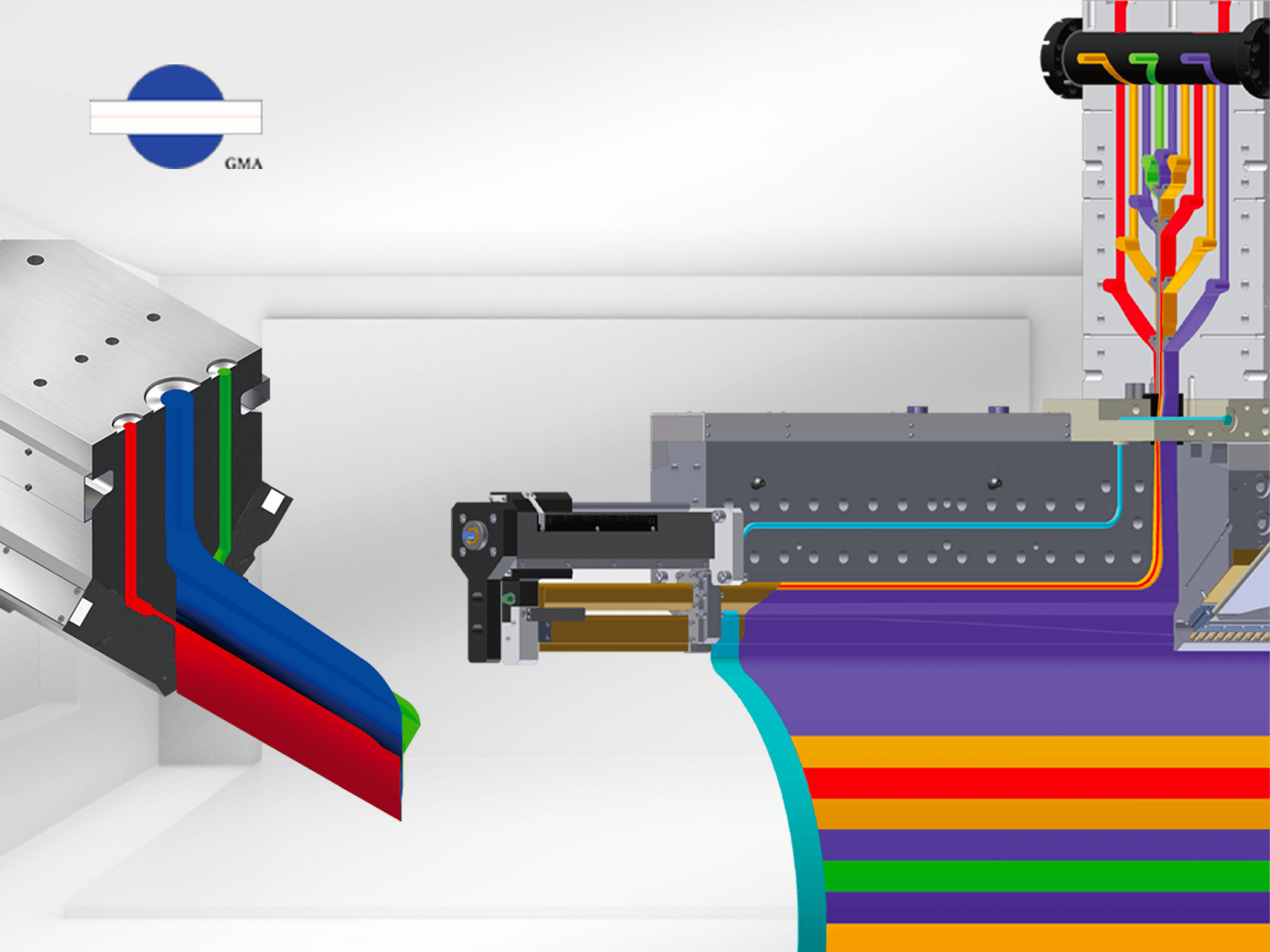
1.各チャンバー内のプラスチック流れ
前述のように、特殊多流路モールドは、プラスチックの物性に大きな違いがある配合を処理するために使用されます。そのため、各チャンバーの設計はこれらの材料の物性に基づいて異なります。ただし、各チャンバー内で物性が異なる異なるプラスチックがランディングエリアで収束して均一な厚さになるようにするためには、シミュレーションソフトウェア、設計、加工の三方面の完璧な調和が必要です。
特定の特殊なプラスチックに対しては、各チャンバーに独立したレストリクトバーを装備することで、オペレーターが流量を適切に制御できるようになります。

各チャンバーの設計は、これらの材料特性に基づいて異なります。
2.温度制御
プラスチックの流量に影響を与える重要な要因の1つは温度です。複数のチャンバーを均等に加熱するために、各チャンバーには独立した電熱ゾーンが備わっています。これにより、オペレーターは温度ゾーンを個別に制御することができます。また、長期間の高温生産によるチャンバー内の温度相互影響を防ぐために、各チャンバーには独立した温度隔離が設計されており、チャンバー間の温度がコントロールされ、安定しています。
3. 圧力制御
チャンバー内の過剰または不十分な圧力は、延伸や成形の困難や流量の均等さにつながる可能性があります。そのため、各チャンバーには独立したダイリップ調整スクリューが備わっており、開口サイズを調整するために使用されます。これにより、チャンバー内部の圧力が安定するのに役立ちます。

温度と圧力制御は、特殊多流路モールドデザインの重要な要素です。
特殊多流路モールドの限界と発展の可能性
フィードブロックは単純な3層から5層、さらには数百層に及ぶ多層構造を生成できますが、特殊多流路モールドには現在、実用的な限界があります。特に物性が大きく異なる5種類以上のプラスチック材料を扱うことは、いくつかの要因から課題があります。特殊多流路モールドデザインの観点から見ると、5つ以上の層を独立して制御することは、オペレーターにとって複雑すぎます。実際の生産ラインでは、この複雑さが人為的なミスのリスクを高めます。さらに、複数の材料間での互換性と統合性を実現するには、調整やテストに多くの時間がかかります。物性が類似しているプラスチックでも困難がありますが、物性に大きな違いがあるものはなおさらです。
関連記事: 共押し出し層の3つの秘密の迅速な解除
特殊多流路モールドは一般的な押出モールドと同様に、リサイクル材料を考慮した設計を行い、環境にやさしくエネルギー効率的な製品を実現できます。さらに、生産収率を向上させるために、顧客の生産要件に基づいて自動制御ボルトを使用することができます。これはR&D配合のユーザーにとって新しい可能性をもたらし、製品の品質と効率を効果的に向上させることができます。
 自動制御ボルトを使用することで、生産収率を向上させることができます。これは顧客の生産要件に基づいて行われます。
自動制御ボルトを使用することで、生産収率を向上させることができます。これは顧客の生産要件に基づいて行われます。
異なる共擠押出方法はそれぞれ利点を持っていますが、優越性の明確な階層はありません。重要なのは、製品に適した設備を見つけ、競争の激しい市場で成功することです。