一点も荒れた表面粗さがありません
2023.07表面粗さは、部品の加工表面における波峰と谷の微細な幾何学的な形状の変動を指します。要するに、肉眼で金属の加工表面が非常に滑らかに見える場合でも、高倍率の顕微鏡で観察すると、加工切削、材料、機械の振動などの要因により、平坦な面に微細な高低の幾何学的な変化が形成されていることがわかります。これらの変化を計測するための数値結果は、「表面粗さ」と呼ばれます。

加工された部品の表面は、波の頂点と谷が組み合わさって微細な幾何学的な形状の変動が生じるため、「表面粗さ」と呼ばれています。
表面粗糙度は、金属加工品質の評価において重要な指標の一つであり、その品質は部品の摩擦、耐摩耗性、疲労強度、フィット安定性、シール性などに影響を与えます。押出成形金型の場合、流路の粗さは金型の品質を判断する重要な要素です。押出成形金型は少なくとも2つの鋼材から成り、プラスチックが膜腔内を流れる際に摩擦が生じます。摩擦抵抗が大きいほど摩耗が進みやすく、一部の材料に腐食成分が含まれている場合、より小さい表面粗さは腐食を遅らせ、耐用時間を向上させるのに役立ちます。
表面粗糙度は粗さ計を使用して測定することができます。ダイヤモンドのプローブを被測定面にゆっくり移動させることで、その領域の表面粗糙度を検出します。通常、0.025〜6.3μmの範囲の粗糙度を検出するために使用されます。

粗さ計のダイヤモンドプローブは、測定対象の表面にゆっくりと移動し、その領域の表面粗糙度を検出します。
Rz:サンプリングされた測定長さ内での最大の5つのピーク高さの平均値と最大の谷の深さの平均値の合計です。

Ry:サンプリングされた測定長さ内での、最高のピークトップラインと最低の谷底ラインの間の距離です。

Ra:サンプリングされた測定長さ内で、測定方向における各ポイントと基準線との距離の平均値です。現在、市場では主にRa測定値が評価基準として使用されています。

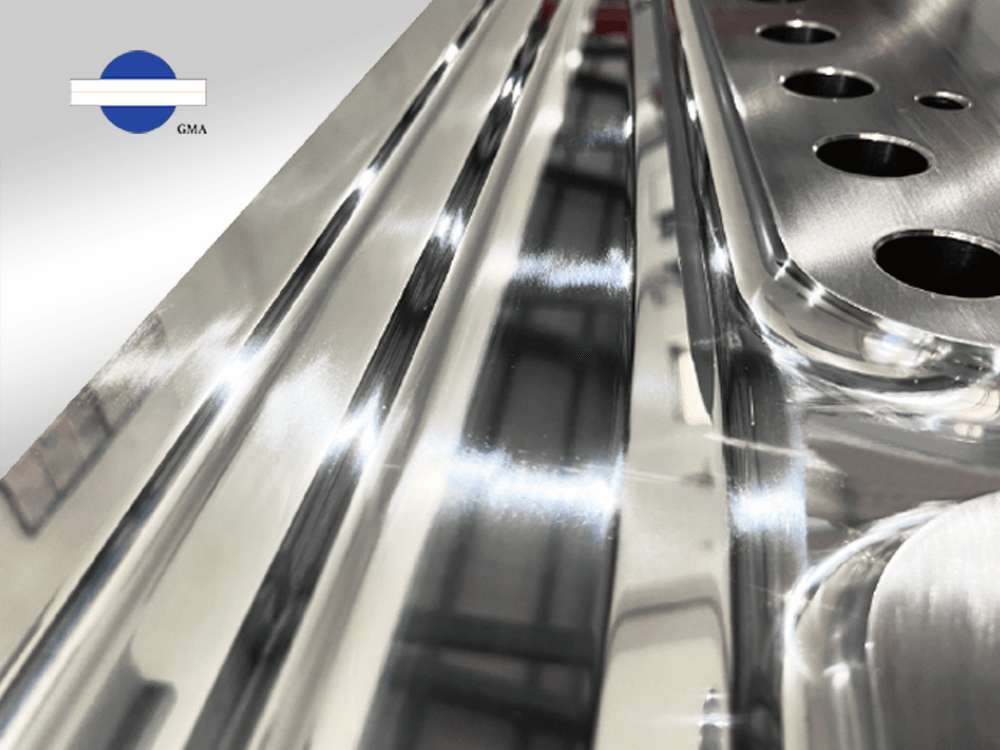
表面粗糙度は加工の影響を強く受けるため、良好な表面粗糙度を得るためには優れた加工技術が必要です。これには旋盤、フライス盤、研磨、ポリッシュなどが含まれます。異なる加工部品は表面粗糙度の要件も異なるため、使用される加工方法も異なる場合があります。基本的な研磨ポリッシュにより、表面粗糙度はRa3 μm以上となり、肉眼で微細な加工刃跡が見える可能性があります。研磨工程を増やすことで、表面粗糙度をRa0.4 μm程度にまで向上させることができ、肉眼では加工跡を見ることはできませんが、まだ加工跡の方向を識別することができます。さらに精密なポリッシュ工程を追加することで、表面粗糙度をRa0.8 μm未満にすることができ、光沢のある表面が実現できます。

押出成形金型にとって、研磨は非常に重要であり、高い基準を採用する必要があります。
良いポリッシュを実現するには、いくつかの前提条件が必要です。大量の設備投資と、熟練で経験豊富な技術者が必要です。加工過程では多くの媒体が使用されるため、工場の汚染物処理も重要です。
押出成形金型の場合、ポリッシュ工程は他の加工品よりも重要で、最も高い基準が要求されるポリッシュの方法です。一般的な表面ポリッシュは表面の光沢を達成するだけですが、押出成形金型では「鏡面」のような水準のポリッシュが必要です。この工程は主に金型の流路表面の光沢を向上させ、プラスチックが金型にくっつきにくくするためのものです。
鏡面ポリッシュを実現するためには、経験豊富な技術者に依存する必要があります。技術の質がポリッシュの品質に影響を与えますし、同じ金型鋼の質もポリッシュの品質を決定します。均一でない硬度の金型はポリッシュの難易度を増加させます。また、部品が大きくなればなるほど、均一なポリッシュの品質を実現するのは難しくなります。特に時間のかかる超鏡面ポリッシュ処理ではさらに困難です。
鏡面仕上げ加工は、A0=Ra0.008μm、A1=Ra0.016μm、A2=Ra0.032μm、A3=Ra0.063μmの4つの等級に分けられます。一般の押出成形金型の流路の基本的な表面粗さであるRa0.05μmを考えると、鏡面仕上げの等級は基本的に少なくともA2のレベルを要求します。
光学製品の製造に使用される押出成形金型には、標準的な表面粗さであるRa0.01μmがあります。そして、現在の精密加工技術は表面粗さRa0.005μmまで達成できますが、その加工時間とコストが高いため、需要市場は非常に小さく、特別な要求を持つ顧客に提供されるだけです。

現在の精密加工(ミラーポリッシュ)では、表面の粗さRa0.005μmに達することができます。
総括すると、優れた押出し金型は、適切なプラスチックの特性に合った設計だけでなく、各細部の加工プロセスも完璧に処理する必要があります。良好なミラーポリッシュ加工によって、優れた表面の粗さを確保し、それによって完全な押出し金型を精密に仕上げることができます。そのため、押出し金型の製造は単なる加工ではなく、加工技術の芸術的な総合的な表現です。