共押し出し層の3つの秘密の迅速な解除
2023.12.29
押出加工において、共押し出しは非常に一般的な応用技術であり、2つ以上の異なるプラスチックを巧みに組み合わせて多層のプラスチック板またはフィルムを形成することができます。この技術を使用する主な目的は、さまざまなプラスチックの特性を組み合わせ、物理的および機械的特性を向上させるとともに、透明性、耐温性の要件を満たすためです。また、生産コストの削減などもあり、これらの要件は共押し出し技術を使用して達成されます。
共押し出し成形には2つの方法があります。1つはマルチチャネル金型を使用する方法で、もう1つはレイヤリングデバイスと金型を組み合わせて使用する広く知られた方法です。これら2つの成形方法の違いは以下の通りです。
|
マルチチャネル金型 |
レイヤリングデバイス+金型 |
|
|
層の数 |
2-5層 |
2〜11層 |
|
適用可能なプラスチック |
温度差20度以上 |
プラスチックの温度が近い |
|
動作方法 |
異なるプラスチックが直接異なる金型に入り、金型内で結合 |
異なるプラスチックがレイヤリングデバイスに入り、金型に入る前にレイヤリングデバイス内で結合 |

関連記事: 異なるプラスチックの複合は、【特殊多流道金型】を使用して実現できます。以下には、この種の金型の6つの主な利点が示されています
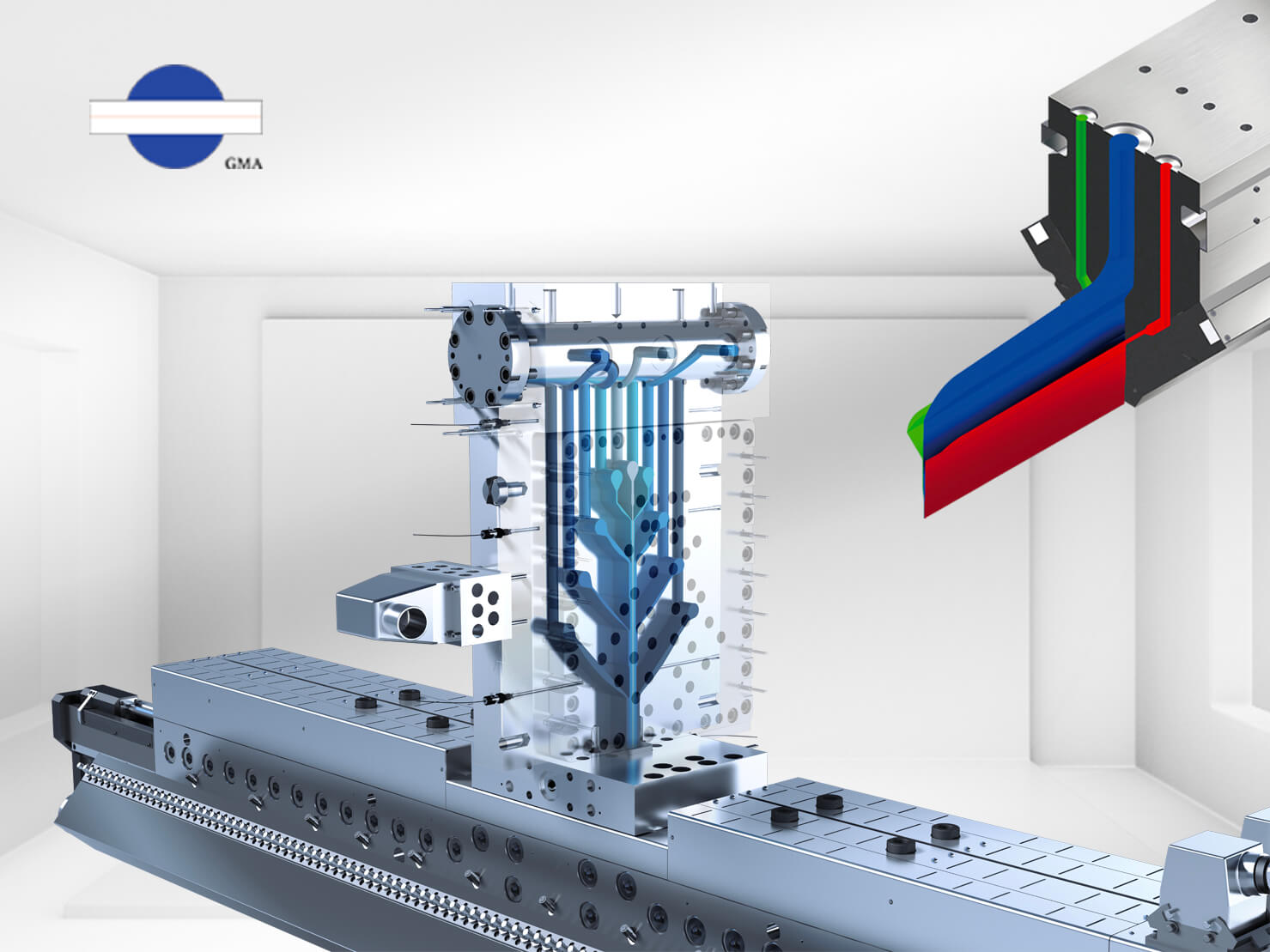
レイヤリングデバイスはレイヤリングの重要な機能を担当しています。その動作は3つのステップで要約できます。
レイヤリングデバイスは押出ホストの配置と数量に合わせて設計され、さまざまな入口のサイズと位置を設定できます。レイヤリングデバイスの内部チャネルは製品の構造と比率に基づいて設計され、異なるプラスチックが設定された比率でレイヤリングデバイス内に入り、積み重ねられることを確認します。たとえば、2層の構造は内部に2つのチャネルがあることを意味し、3層の構造は3つのチャネルがあることを意味します。

内部チャネルと金型キャビティは容積が固定されているため、レイヤリングデバイスとマルチチャネル金型の調整範囲は5〜10%内です。したがって、これらのツールは微調整に使用され、レイヤリング比率を大幅に調整するには押出ホストの操作が必要です。
結合
異なるプラスチックはレイヤリングデバイスのさまざまな入口を通じてチャネルに案内されます。押出金型に入る前に、レイヤリングデバイスのキャビティ内で結合します。結合経路が短いため、加工温度が近く、物性が似ているプラスチックに適しています。温度差が大きい場合(20度以上)、マルチチャネル金型が推奨されます。
調整
フィードブロックには2つの異なる機能の調整ツールがあり、オペレータはこれらを使用して優れた共押し出し効果を得ることができます。最も一般的に使用されるのは、レイヤリング比率を微調整するための調整レバーで、これは流量バルブのような概念で、内部チャネルの流量を変更できます。たとえば、単一の層の材料比率を15%から10%に調整できます。
もう1つのツールである流れガイドプラグは、均一な製品厚みで分層インターフェイスが均一でない場合にのみ使用され、微調整に適しています。
また、製品構造のさまざまな変化に対応するために、ダイバーターはセレクターと組み合わせて使用することができ、内部の流路の方向を変えることでさまざまな構造の変化を提供します。これにより、製品の多様化を最も簡単な方法で実現できます。例えば、2軸2層構造(AB)は、セレクターを使用して2軸3層構造(ABA)に変更することができます。
 フィードブロックには、分層比率を微調整するための異なる調整ツールが含まれています。
フィードブロックには、分層比率を微調整するための異なる調整ツールが含まれています。
フィードブロックは共押し出しプロセスにおいて重要な役割を果たし、これらのツールを巧みに使用することでプラスチック製品の開発と生産に対して柔軟で効果的な解決策を提供します。