從原理到應用:全面解析狹縫式塗佈模具
2025.04.29塗佈工藝被廣泛應用在許多領域製程,因為使用場景與需求不同,衍生出相當多元且複雜的相關技術、設備以及製程等,而到底何謂「塗佈」?現代被廣泛應用的精密塗佈又是甚麼?塗佈工藝又被應用在哪些領域上?又有哪幾種塗佈方式與設備?接下來讓我們逐步探索關於塗佈的多重樣貌吧!
何謂塗佈?那些領域會用到塗佈?
塗佈製程簡單來說就是把液態材料透過硬體設備,將其均勻塗覆在基材表面上的一種製程技術,最主要的功用在於提升產品的功能化需求。比如鋰電池的電極塗佈製程,就需要厚度均勻以及能量密度高的塗層,讓鋰電池在使用上更加穩定安全;而在光學製品常因為產品的使用或製程需求,需要如高透明、抗反射或抗靜電等的功能薄膜,許多人在3C產品貼附的抗刮螢幕膜,就是一種基本的塗佈製程應用,還有像在半導體以及醫療產業上,需要透過塗佈製程形成感應功能等,都是塗佈技術的應用。
 塗佈工藝對許多產業來說都是重要的製程。
塗佈工藝對許多產業來說都是重要的製程。
隨著科技加速演進,以及市場對產品卓越性能的不斷追求,塗佈工藝也經歷了顯著的轉型。塗佈工藝隨著市場對產品需求偏向高性能、小型與輕量化的發展,「精密塗佈」工藝應運而生,塗層更薄(從微米到奈米)、厚度更均勻(厚度誤差小於正負2%)以及產能提升(大面積或高生產速度),傳統塗佈方式 (刮刀、浸泡轉印等) 的塗層厚度公差大且不均、容易導致塗料過多或回流造成的浪費等,這些實務使用的極限也使傳統塗佈只能因應要求較低的包裝膜或防護層,對於高精度需求的光學應用等,都是採用可精準控制塗佈均勻度以及塗層厚度的精密行塗佈,包含狹縫式模具塗佈、微凹塗佈、逗號輪塗佈與噴塗等。
 狹縫式模具塗佈、微凹塗佈與逗號輪塗佈都是精密塗佈的方式。
狹縫式模具塗佈、微凹塗佈與逗號輪塗佈都是精密塗佈的方式。
狹縫式塗佈模具的優勢
在精密塗佈中,狹縫式模具塗佈具有下列五大優勢,因此即使初期設置成本較其他設備高,但以長期投資效益來看,狹縫式模具絕對是精密塗佈中最重要的關鍵。
1. 精確控制流量以及塗層均勻度 (膜厚誤差<±2%,甚至可達1%)。
2. 可適用的液體黏度範圍廣泛(10-10000 cp)。
3. 配合塗佈產線生產速度範圍大(甚至高於100m/m
4. 封閉式供料,低浪費高清潔度。
5. 可做多層塗佈,如電池正負極片塗佈。
狹縫式模具塗佈最常被應用於鋰電池正負極片、光伏、偏光膜、抗反射、防眩膜、感測器薄膜、醫療用感應膜、半導體封裝、車用防護膜(俗稱犀牛皮)等。
延伸閱讀:塗佈製程大躍進~~軟硬兼具的ITSM妙方
 狹縫式模具擁有獨特優勢,成為許多精密塗佈製程關鍵零件。
狹縫式模具擁有獨特優勢,成為許多精密塗佈製程關鍵零件。
微凹輪透過滾輪上網紋進行塗佈,塗佈厚度容易受網紋影響,適用於中低黏度(小於3000cp)塗佈;逗號輪則是透過與基材間間隙來控制塗佈厚度,接觸面容易產生條紋或氣泡,適合中黏度(500-5000cp),實務使用上為了因應更多元塗佈製程,建議可使用多功能塗佈座,能夠針對生產需求選用狹縫式模具、微凹或是逗號輪。
 多功能塗佈座結合二種或三種不同塗佈方式,符合操作者多元需求。
多功能塗佈座結合二種或三種不同塗佈方式,符合操作者多元需求。
全面解析狹縫式模具
狹縫式模具如同押出模具,從設計到加工,每一道工序細節都不可輕忽,都是經驗與工藝的完美結合展現,如何製造或選用一組精良的狹縫式模具,有以下幾個重點指標:
模具材質選擇:
狹縫式模具和押出模具相同,在選擇模具製造材質都需要考量到實際產線端應用環境以及加工,狹縫式模具處裡各種塗膠液體,可能要承受化學腐蝕、高剪切力等,鋼材必須穩定不受外在因素影響變形,還要盡量降低磨損延長使用壽命,具有高強度耐磨、耐腐蝕以及形變小的不銹鋼 (SUS系列)成為製作狹縫式模具的首選,如果有特殊需求,還會特別在模具出口區採用碳化鎢塗層來因應。
 有高強度耐磨、耐腐蝕以及形變小的不銹鋼 (SUS系列)成為製作狹縫式模具的首選。
有高強度耐磨、耐腐蝕以及形變小的不銹鋼 (SUS系列)成為製作狹縫式模具的首選。
模具設計:
流道:
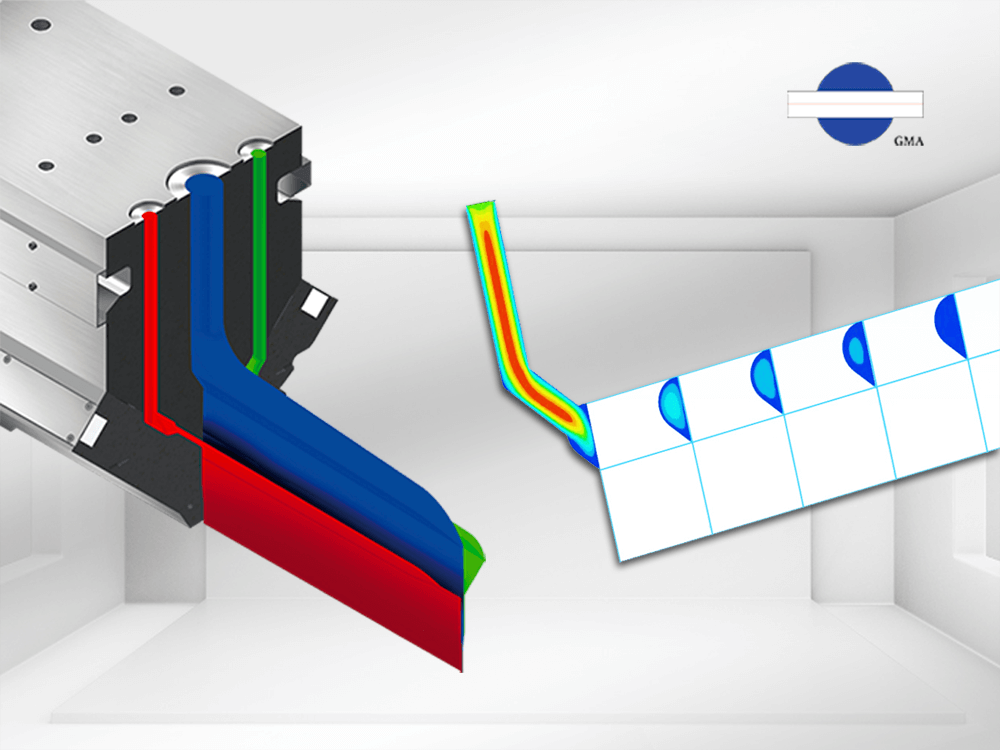
如同押出模具的流道設計,會根據處理材料的物性做最佳化設計,透過模擬分析軟體,根據膠料的黏度、密度、溶劑、乾濕膜的厚度以及均勻度要求、塗佈寬度、膠料粒子含量、供膠形式、基材種類等,加上膜腔內流道幾何設計,模擬膠料在膜腔內的流動情形,確保進入膜腔內的物料能夠均勻流動,在物料流出模唇口時能夠形成厚度均一的塗層。通常低中黏度的狹縫式模具流道接近於T形,中高黏度則會趨近於衣架形。
 狹縫式模具流道設計與液體黏度、密度等有關,同時還要考慮乾濕膜的厚度等製程條件。
狹縫式模具流道設計與液體黏度、密度等有關,同時還要考慮乾濕膜的厚度等製程條件。
模唇出口:
押出模具模唇出口間距多半透過螺絲來做調節,但狹縫式模具則不盡然,大致上可分為固定式和可調式兩種。狹縫模具出口的可調式設計和押出模具相似,透過螺絲來調節模唇開口,透過此調節系統可以補償模具在使用時受到壓力、機械結構等外部因素造成的可能變形,來做局部的修正,提高成品厚度的均勻性,不過這類型的狹縫式模具製作成本高,清潔上更為繁瑣,而且操作人員都要具有相當經驗才能上手,因此多半的狹縫式模具都採用固定式出口。
 狹縫式模具可調出口設計和押出模具相似,都是透過螺絲來調整間隙。
狹縫式模具可調出口設計和押出模具相似,都是透過螺絲來調整間隙。
固定式出口在模具製作完成時就無法調整,所以加工精度相對重要。固定式結構少了螺栓容易卡住髒汙以及需要仔細清潔的繁複,保養相對輕鬆,操作人員也容易上手,固定式出口設計的狹縫式模具使用墊片來進行塗佈厚度與寬度的調節,依據生產需求,可以將不同厚度的墊片(通常為不銹鋼材質)插入模腔內,就可以調節出口間隙,而可以改變所需要的塗佈厚度。墊片的功能與調整螺栓相似,但使用起來較簡單。
 固定式出口的狹縫式模具透過不同厚度的墊片(通常為不銹鋼材質)插入模腔內,調節出口間隙。
固定式出口的狹縫式模具透過不同厚度的墊片(通常為不銹鋼材質)插入模腔內,調節出口間隙。
使用墊片時,要確保表面清潔乾淨,無皺折,避免塗料殘留,插入墊片後要固定好,確保墊片可均勻受力。
模唇形狀:
和押出模具相同,標準的模唇形狀為平直形,結構簡單容易清潔保養,但狹縫式模具因應實際使用需求,還有凸緣唇口以及帶有線棒唇口設計。所謂凸緣設計就是在模唇出口做一個延伸突出物,主要功能就是減少塗膠在模唇外側溢出,在高速生產下可以保持塗佈穩定。
線棒出口則是在模唇出口處加裝一條不銹鋼線或是金屬棒,因為形狀像線一樣細,所以稱為線棒。透過線棒可以去除掉過多的塗膠,讓塗層維持均勻,特別是某些易於推積的塗膠,像是某些電子材料會使用高黏度或高表面張力的液體,線棒也可以增加前緣穩定性,防止條紋或氣泡形成。
 狹縫式模具因應不同生產需求,設計不同的模唇形狀。由左到右分別是平行式出口、凸緣出口以及線棒式出口。
狹縫式模具因應不同生產需求,設計不同的模唇形狀。由左到右分別是平行式出口、凸緣出口以及線棒式出口。
模具加工:
精密CNC加工向來為製作模具的首要關鍵點,模具的流道與出口等都是透過不同的CNC加工技術達成,通常製作模具的CNC的加工尺寸公差都必須控制在±2μm~±5μm(特別精密型可達±1μm),出口間隙均勻度更是必須低於±2μm,平行度以及直線度則必須小於10μm/m,由於狹縫式模具多採用不銹鋼材質,因此不像押出模具還需鍍鉻製程,但同樣的必須透過鏡面拋光技術讓出口處的表面粗糙度達到Ra0.1um。
延伸閱讀:打造押出模具品質的關鍵: 完善的精密加工技術與團隊運作
 CNC加工為製作精密模具不可或缺的關鍵。
CNC加工為製作精密模具不可或缺的關鍵。
出口處的鏡面拋光處理不管在製作押出模具或是狹縫式模具,都是非常高標準的精密製程,主要是出口處的表面粗糙度會影響液體的流動、剪切以及塗佈厚度,越光滑(Ra值越小)就能讓液體減少滯留、降低剪切,也可以避免塗佈表面條紋、氣泡或破膜的情況產生。
延伸閱讀:一點都不粗糙的表面粗糙度
 精良的鏡面拋光有助於塗佈品質大幅提升。
精良的鏡面拋光有助於塗佈品質大幅提升。
高度精密塗佈是生產各類高價值、高興能與品質產品的必要選擇,塗佈技術不是單純的物理覆蓋,而是一個具有高精密度、高控制與穩定度的核心製程,甚至影響整條產線的效能,而狹縫式塗佈模具更是各類塗佈應用的首選,選用適當的狹縫式模具,就能讓塗佈品質更具競爭力。
延伸閱讀:鋰電池來不來電 塗佈工藝定成敗